Вы задумывались, как современные насосы работали бы без торцевых уплотнений? Как известно, торцевые уплотнения были разработаны для устранения недостатков сальниковой набивки.
Сальниковая набивка –это шнур специального плетения, который наматывается на вал насоса и заполняет собой пространство между вращающимся валом и корпусом насоса. Эти шнуры могут быть изготовлены из различных материалов, которые специально подбираются под перекачиваемую жидкость. Например, различные асбестовые шнуры, пропитанные жировыми антифрикционными составами, набивки из гибкого графита, армированные стеклонитями с оплетенными гранями из углеродного волокна, пропитанные PTFE и др. Основное преимущество данного метода уплотнения – это его простота и низкая стоимость. Но данный метод, к сожалению, имеет много недостатков:
- неспособность противостоять высокому давлению в жидкостной камере насоса. Как правило, сальниковая набивка выдерживает давление, без существенного протекания, в пределах от 2 до 6 бар.
- Набивка трется о вращающийся вал насоса и постепенно теряет свои свойства. Через некоторое время набивку придется заменить.
- Набивка плотно прилегает к валу насоса, тем самым увеличиваются потери «на трении», т.е. требуется более мощный электродвигатель, чтобы прокрутить вал насоса и, соответственно, возрастает потребление электроэнергии.
- Постепенно на валу насоса образуется канавка, и обеспечить герметичность насоса становится все сложнее. В конечном счете потребуется дорогостоящий ремонт с возможной заменой вала насоса.
Избежать подобного позволяют торцевые уплотнения, которые существуют уже более 100 лет. Первая известная компания по производству торцевых уплотнений была основана в США в 1905 году.
Торцевое уплотнение было изобретено Джорджем Куком и изначально называлось «Cook Seal» (Уплотнение Кука). Он также основал компанию «Cook Seal». Уплотнение Кука было впервые использовано в холодильных компрессорах.
Имеется две основные группы торцевых уплотнений: компонентные и картриджные. Главное отличие картриджных уплотнений в том, что они поставляются в сборе, как готовое к работе оборудование.
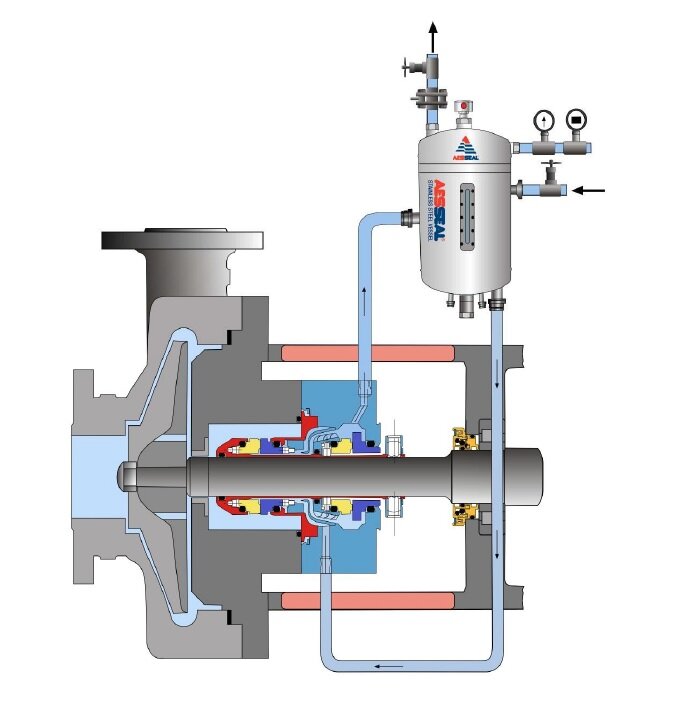
Например, торцевые уплотнения AESSEAL типа DMSF, произведенные в Великобритании, могут быть использованы для горизонтальных или вертикальных насосов.
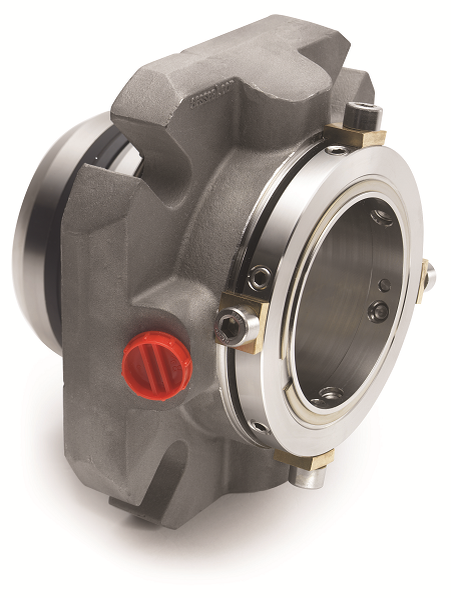
DMSF™ – двойное торцевое уплотнение картриджного типа с встроенным импеллером и монолитными парами трения.
DMSC™- модификация уплотнения DMSF™ без встроенного импеллера;
Отличительные особенности:
· Двойное торцевое уплотнение картриджного типа с подпружиненной неподвижной частью;
· Гидравлически разгруженные внешняя и внутренняя пары трения;
· Конструкция включает каналы для подвода и слива охлаждающей жидкости;
· Конструкция обладает повышенной стойкостью к перепадам давления как в продукте так и в барьерной жидкости;
· Конструкция включает встроенный импеллер двунаправленного действия;
· Монолитные пары трения;
· Не зависит от направления вращения вала;
Область применения:
· Благодаря монолитной конструкции колец пар трения может применяться при больших температурах, давлениях и скоростях чем при использовании вклеенных колец пар трения;
· Рекомендуется использовать с планами обвязки API 52, API 53
Предельные условия работы:
· Температура: -40°С - +260°С (в зависимости от материального исполнения уплотнения об этом в следующей статье);
· Давление: от вакуума -28" Hg до давления в 25 бар;
· Скорость: до 25 м/с
· Диаметр вала: 24-150 мм; 1.000"-5.000";
Компонентные торцевые уплотнения имеют элементы, которые необходимо монтировать последовательно.
В зависимости от устройства конструкции торцевые уплотнения делятся на пружинные или сильфонные. Первое содержит одну или более пружин. Второе - уплотнитель в виде резинового сильфона, который плотно облегает вал насоса, а с другой стороны плотно прилегает к стационарной части торцевого уплотнения, находящейся в крышке насоса.