Трубогиб это устройство позволяющее согнуть трубу с требуемым радиусом и углом поворота необходимые не только сантехникам и строителям. Если быть точным, то ее гнут при сантехнических работах не так уж и часто — для изменения трассы прокладки трубопроводов используют фитинги и отводы.
Отводы — это фабрично согнутые отрезки труб, имеющие стандартный набор параметров, а у них есть ограничения:
- количество углов поворота (кроме прямого есть еще 45°, 60° и 180°);
- радиусы изгиба (1Ду и 1,5 Ду);
- сварка.
Но не всегда можно применить сварку, а иногда необходим другой угол или радиус. В этих случаях используют конструкцию трубогиба для профильной трубы.

Владельцы дач и собственных домов гнут трубу по другим причинам — арочные конструкции под виноград, теплицы нестандартных форм, душевые кабины, металлические каркасы для мебели, ограждения и т. п. Используется холоднокатаная круглая или профильная труба и опять нужен трубогиб.
Даже многие профессионалы используют конструкции собственного изготовления: самодельные трубогибы для профильной трубы (так как заводские стоят недешево), а обычному домашнему мастеру тем более лучше воспользоваться советами как сделать трубогиб своими руками.
Трубогибы — классификация
Установка — переносные и стационарные.
Привод — ручной, гидравлический и электрический.
По способу воздействия — обкатка, намотка, воздействие штоком (арбалетный метод), прокатка.
Подробнее о способах:
- обкатка — конец трубы зажимается, шаблон неподвижен, прижимной ролик перемещаясь гнет трубу вокруг шаблона;
- намотка — труба приживается зажимом к подвижному шаблону (ролику трубогиба), в начале точки гиба стоит упор, ролик вращаясь наматывает трубу, протягивая ее между собой и упором (труба и шаблон подвижны);
- арбалетный метод — труба опирается на две точки (стационарные ролики), шаблон на штоке давит по центру трубу и гнет ее между упорами;
- прокатка (вальцовка) — использует три вращающихся ролика (два опорных на одной линии и центральный), радиус изгиба определяется расположением центрального ролика относительно опорных (чаще всего именно центральный ролик давит на трубу).
Недостатки первых трех способов очевидны — радиус изгиба задается шаблоном. Кроме того, способ намотки для изготовления трубогиба своими руками встречается редко — его чаще используют в промышленных образцах.
У арбалетного метода есть еще один (методологический) недостаток — практически все давление от штока передается на трубу в верхней точке башмака-шаблона. В этом месте металл больше всего подвержен «растяжению, поэтому стенка там ослабевает вплоть до потери формы или разрыва (для тонкостенной трубы).
Последний способ практически не имеет недостатков. Отводы стальные изготавливают в заводских условиях именно вальцовкой. Этот же способ чаще всего используют с применением трубогиба для профильной трубы.
Перед тем как приступить к изготовлению инструмента своими руками, при выборе определенной модели, стоит учитывать, что есть общие условия по рекомендованным радиусам изгиба стальной трубы.
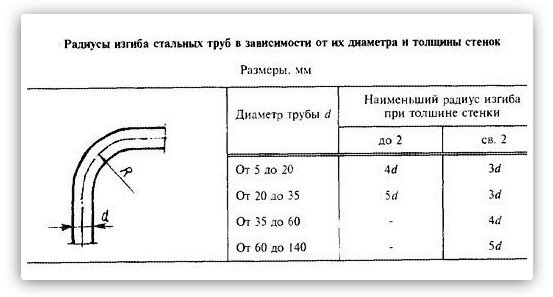
Это не означает, что нельзя уменьшить радиус, но для обеспечения качества гиба потребуется использование дорна, а это технически сложнее. Для крутоизогнутых труб в заводских условиях кроме дорна применяют горячее вальцевание.
Если конструкция трубогиба сделана полностью из метала и имеет неподвижную станину, то горячую прокатку можно выполнить в условиях домашней мастерской (паяльная лампа, газовая горелка).