Рассматривается возможность печати пастиком PETG на принтерах семейства UP от китайской корпорации Tiertime. Произведена модернизация блока экструдера. Опыт печати положительный.
В хозяйстве радиолюбителя почетное место занимает 3D печать - это изготовление и разнообразных держателей, подставок под компоненты и платы, и корпуса, и ручки управления и много еще чего. Когда чувствуешь, что ты ограничен только технологическими рамками 3d принтера и ЧПУ станка - можно сделать все.

Одно из технологических ограничений принтера UP!MINI - печать только пластиком ABS.
Вот так принтер модели UP!MINI хорошо "заточили" под ABS, и, совсем плохи дела с PLA и PETG. Будем говорить прямо - в начале вообще производитель принтера исключил возможность изменения температуры экструдера, но, потом взялся за голову - теперь профили настраиваются замечательно. Необходимо сказать - программное обеспечение и слайсер у Tiertime очень не плохи. И технологические решения - чего только стоит "плавающий" столик с перфорированной подложкой - просто, экономично, в эксплуатации просто блеск. Не хитрых составов, клея, скотча и тому подобного. Но при печати ABS никуда не уйти от свойств самого пластика - высокой термической усадки. В каких-то случаях помогают решения при конструировании детали снизить эффект, в каких-то нет. Особенно при печати деталей большого размера. И не спасает закрытая "камера" самого принтера. Любые законы можно нарушить, кроме законов физики.
Решением может стать печать пластиком PETG. PETG – это износостойкий сополиэфир модифицирован гликолем для большей долговечности. Короче - бутыли кока-колы только модифицированные. По сравнению с ABS менее твердый, но с очень хорошим спеканием по слоям.
Вот некоторый параметры филамента PETG:
- Температура стеклования - примерно около 80 °C. У ABS - около 105 °C, PLA - 55 °C.
- Плотность – 1,27 г/см3, больше, чем у PLA, и на 20% больше, чем у ABS.
- Твердость по Роквеллу – R 106 (ABS твердость до R 110).
При печати, что PLA, что PETG экструдер UP!MINI просто не может протолкнуть нить в камеру нагрева, что приводит к засорению сопла. А причина кроется в конструкции экструдера - подающая шестерня посажена на вал шагового двигателя, нить прижимается к шестерне подшипником. Вал двигателя греется до 70 - 90 °C, что примерно в границах эксплуатационных характеристик шагового двигателя, но не в границах стеклования пластика PETG. У ABS температура стеклования выше и с ним все в порядке.
Решение: можно пойти разными путями - от замены экструдера на лишенного вышеприведенного недостатка, перелопатив всю конструкцию и получив граблями по голове, можно попытаться снизить токи в драйвере шагового двигателя и словить те же грабли, или просто попытаться усилить охлаждение шагового двигателя.
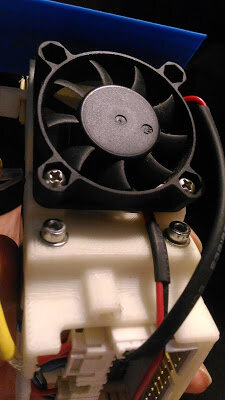
Модернизация заключается в установке радиатора с вентилятором подходящего размера на корпус шагового двигателя экструдера.
Радиатор крепится с помощью двух компонентного термопроводящего клея (стоимость в компьютерных магазинах около 200 рублей).
Подключаем вентилятор через микро выключатель к плате экструдера. Разработчики экструдера любезно оставили "пустой" разъем +5 вольт, как будто предвидели модернизацию. Не следует ставить слишком мощный вентилятор с большим током потребления, что-то мне подсказывает о "предельности" по цепям питания в этом принтере.
Еще одна доработка для печати ABS заключается в установке "шторки" для потока воздуха обдува штатного вентилятора. После установки "шторки" рвать детали из ABS стало значительно меньше.
Необходимо заметить, что преимущество в конструкции в виде перфорированного столика при печати пластиком PETG играет злую шутку. PETG очень хорошо прилипает к перфорированной подложке, снимать приходится воздействуя грубой силой. Так же и с поддержками, а с учетом факта химической стойкости PETG "залепить" ацетоном дефекты, как на ABS не получится. Просто теперь разрабатывая детали необходимо уменьшать возможные поддержки.
Из опыта печати PETG могу сказать, что например воздуховоды для любительского проектора размером 120мм на 120 мм получились идеально (без перекосов и изменения геометрии).
P.S. В настройках профиля использовал шаблон для ABS пластика, изменив после пробных отпечатков температуру на 237 градусов. Пластик от Бестфиламента.
Спасибо за внимание, подписывайтесь, комментируйте. На моем канале есть видео печати пластиком PETG модернизированным UP!MINI.
Мой блог о радио: https://sp8plus.blogspot.com/



















