Каждый из нас, когда достигает определенного возраста, становясь уже вполне самостоятельным, чтобы начать обеспечивать себя сталкивается с новыми орудиями труда, которые помогают нам в обеспечении себя заработком.
Для каждой профессии это различные предметы, машины, механизмы и даже целые производственные комплексы.
На сегодняшний день в понимании обывателя, да и как нам показывают с экранов, что главное орудие труда — это компьютер, но к сожалению, или к счастью это не так.
Сама по себе вычислительная машина, просто вычислительная машина, чтобы сделать что то, что на ней проектируется, рисуется, изображается и т. д.
Однако после того как конструктор изобразит деталь на чертеже, необходимо будет её изготовить с помощью различного оборудования и порой в своей конструкции оно не будет иметь даже намека на какие-то вычислительные способности.
Трудовую деятельность автор статьи начал ещё, будучи несовершенно летним едва закончив школу, так уж получилось. По совету родственника, я устроился на приборостроительное предприятие учеником токаря.
Никогда не забуду этот запах машинного масла, которым были пропитаны стены цехов и коридоров предприятия, который ударил мне в нос, когда я оказался там в первый раз.
Тогда же меня впервые познакомили с моим орудием труда, при помощи которого мне предстояло снимать слой металла в определенной последовательности в соответствии с чертежами и не только.

Токарно-винторезный станок марки «Иж», модели «1и611П» 1978 года выпуска отечественного производства.
Буква «П» в названии модели означало, что станок относился к категории повышенной точности, для токаря это означало, что лимб поперечной подачи имел цену деления 0.02 сотки, правда на моем станке, эта цена деления была не на диаметр, а на сторону.
- Маховик преселективного переключения скоростей шпинделя.
- Рукоять выбора вращения ходового винта или вала.
- Рукоять выбора шага подачи и резьбы.
- Так же рукоять выбора шага подачи и резьбы.
- Рукоять переключения звена с обычного шага, на крупный и наоборот.
- Рукоять переключения перебора.
- Колесо привода ручной продольной подачи.
- Рукоять ручной поперечной подачи.
- Рукоять зажима резцовой каретки.
- Рукоять включения/выключения зацепления суппорта и ходового винта при нарезании резьбы резцом.
- Винт крепления форсунки подающей охлаждающую жидкость.
- Выключатель местного освещения.
- Маховичок перемещения салазок.
- Рукоять зажима пиноли задней бабки.
- Рукоять зажима задней бабки на станине.
- Рукоять включения/выключения поперечной/продольной подач.
- Маховик перемещения пиноли задней бабки.
- Гайка для дополнительного закрепления задней бабки на станине.
- Ручка пуска и остановки шпинделя, а так же реверсирования.
- Ручка регулировки смазки направляющих станины.
- кнопка выключения насоса гидравлической системы смазки станка.
- Кнопка включения насоса гидравлической системы смазки станка(без включения системы смазки шпиндель вращаться не будет)
- Ручка включения насоса(помпы) охлаждающей жидкости.
- Общий выключатель электро системы станка.
- Рукоятка подтверждения включения скорости шпинделя выбранной маховиком №1.
Выпускался такой станок с 1964 по 1982 год.
Основные параметры станка ИЖ611П:
- Класс точности по ГОСТ 8-82 -- повышенный;
- Наибольший диаметр заготовки над станиной- 250 мм;
- Наибольшая длина заготовки (РМЦ), мм 500;
ШПИНДЕЛЬ:
- Диаметр сквозного отверстия в шпинделе, 25 мм;
- Наибольший диаметр прутка- 24 мм;
- Число ступеней частот прямого вращения шпинделя- 12
- Частота прямого вращения шпинделя- 20-2000 об/мин;
- Размер внутреннего конуса Морзе 4;
- Конец шпинделя по ГОСТ 12593-72;
Подачи:
- Наибольшая длина хода каретки- 500 мм;
- Пределы рабочих подач продольных -- 0.05..1.8 мм/об
- Пределы рабочих подач поперечных 0.01... 0.9 мм/об
- Быстрых перемещений суппорта продольных и 9поперечных на этом станке нет;
- Пределы шагов нарезаемых резьб метрических 0.2 ... 48 (пробовал практически все в виде эксперимента) при работе в инструментальном цехе в основном пользовались уже плашками;
- Пределы нарезаемых резьб дюймовых 24... 0,5 ниток на дюйм (опять же в инструментальном цехе дюймовые резьбы нужны не были, не пользовался в рабочем порядке, только для экспериментальных работ);
- Пределы нарезаемых шагов модульных 0,2... 30 (модульные резьбы нарезать если честно не пробовал);
Электрооборудование:
- Количество электродвигателей на станке- 3;
- Мощность электродвигателя главного привода - 3 кВт;
- Тип электродвигателя главного привода- АОЛ2-32-4;
- Мощность электродвигателя помпы охлаждающей жидкости - 0.08 кВт;
- Тип насоса охлаждения (помпы)- ПА-22;
- Габариты станка соответственно длина-ширина-высота 1770-970-1300;
- Масса станка- 1120 кг.
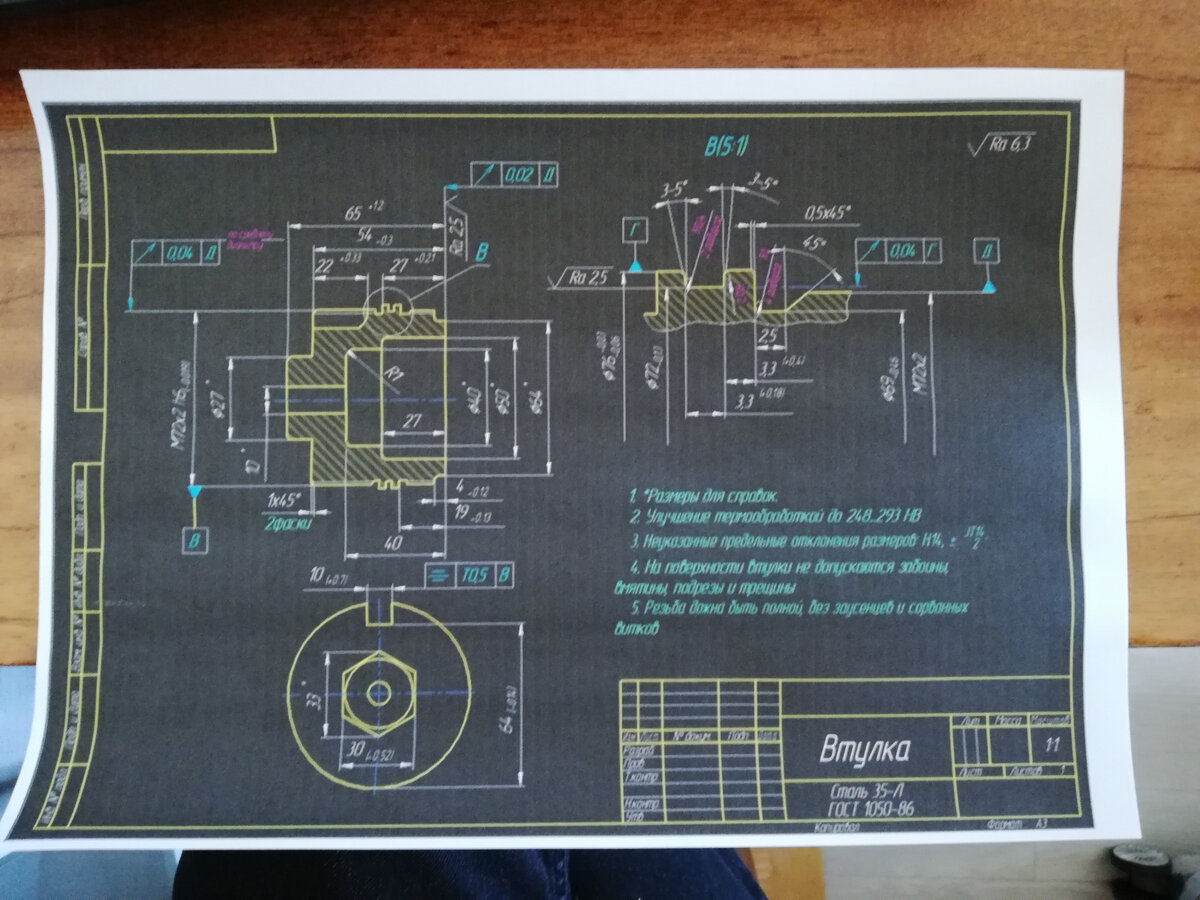
На станочке, именно назову его станочком из-за габаритов, можно было выполнять все работы, которые выполняются на токарно-винторезных станках то есть: точение, сверления, нарезание резьб, навивание пружин и т. д.
Особенность данного станочка в том, что на нем очень удобно изготавливать детали небольших размеров, чуть ли не иголки.
В основном, работая в инструментальном цехе на участке пресс-форм и штампов, я занимался изготовлением деталей диаметром не более 10мм.
У каждого из нас, кто способен работать, ведь есть люди, которые в силу каких то причин не могут или не хотят этого делать, а таких большинство, трудовая жизнь начинается с какого нибудь значимого предмета, машины, одежды, да хоть барабана или гитары и остается в памяти всю жизнь, даже если в дальнейшем мы меняем профессию, специализацию
Таким было, мое первое орудие труда, которое помогало приносить мне мало мальский доход станок марки "ИЖ" модель 1И611П.
И хотя сегодня, вчера и давно я уже работаю на более крупных представителях токарной группы, с теплотой в душе вспоминаю тот свой первый станочек.