О способах формирования слоя высоковязких фотополимеров (суспензий). Об технических решениях фирм Admatec (Голландия) и Incus GmbH (Австрия).
Фотополимеризация в ванне вязких фотополимеров невозможна – ракелем невозможно сформировать слой, не повредив модель при построении сверху-вниз, из-под модели не повредив модель или экран/дно ванные невозможно выгнать фотополимер для формирования слоя. Поэтому для фотополимеризации высоковязких фотополимеров используются несколько иные технологии.
Высоковязкие фотополимеры обычно представляют собой суспензию с большим содержанием твердой фракции – с керамическим, металлокерамическим или металлическим наполнителем. Как правило, они не столько вискозны, сколько тиксотропны – не текучи при отсутствии давления, но достаточно пластичны при давлении. Вязкость сильно зависит от температуры и снижается при нагреве.
Основное назначение таких фотополимеров – изготовление «зеленых» деталей/заготовок для последующего спекания с целью получения керамических, металлокерамических или металлических изделий. Усадка при спекании может достигать 18% и больше, но она бывает предсказуемой и может быть учтена при проектировании.
В настоящее время актуальны две основные технологии – от фирмы Admatec (Голландия) и технология LMM от австрйской фирмы Incus GmbH.
Вначале расскажем об Admatec. Технология очень похоже на технологию FTI (расскажу в ближайших статьях), но сама Admatec названия не придумала, и свою технологию относит к «VAT polymerization» – фотополимеризация в ванне, причем ванны, кюветы или чего-то подобного в их принтерах нет. Не знаю, с чем это связано – со скромностью компании или с желанием ввести в заблуждение конкурентов.
В принтерах Admateс используется густая, но еще жидкотекучая фотокомпозицию. Схема работы см. рисунок:
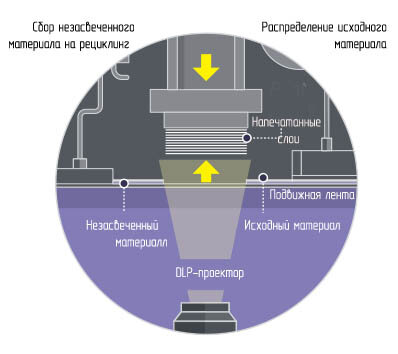
Фотополимерная композиция с керамическими (или металлическим) наполнителем при помощи бункера тонким слоем наносится на подвижную прозрачную ленту, фотополимер засвечивается снизу при помощи DLP-проектора, построение идет снизу вверх, незасвеченный фотополимер сгребается другим бункером и при помощи насоса перекачивается в первый бункер.
Цикл печати примерно следующий:
- Подъем платформы с печатаемой деталью.
- Сдвиг ленты. На движущуюся ленту наносится слой фотополимерной композиции из первого бункера (на рисунке справа), а незасвеченный фотополимер соскребаются в бункер отработанного фотополимера )на рисунке – слева). Одновременно происходит перекачивание фотполимера из левого бункера в правый.
- Опускание платформы таким образом, чтобы деталь коснулась нанесенного слоя фотополимера.
- Засветка кадра при помощи DLP-проектора.
- Подъем платформы и начало нового цикла.
Как видите – никакого «vat» нет и в помине, а вместо нее – подвижный «film», на котором и формируется слой.
Опорные структуры (поддержки) формируются из фотополимера, что накладывает ограничения на геометрию печатаемых моделей и требуют временных затрат на их удаление.
По окончании цикла печати «зеленые» заготовки снимаются, промываются от остатков незасвеченного фотополимера, удаляются опорные структуры (поддержки).
Готовую «зеленую» деталь подвергают предварительному спеканию для удаления связующего (фотополимера) – чтобы осталось только наполнитель, и окончательному – при которой деталь спекается в единое целое.
Пример деталей, которые можно получить по этой технологии:

Австрийская компания Incus GmbH использует очень густую фотополимерную композицию – которая при обычной температуре представляет собой почти твердое вещество, похожее по консистенции на замерший магарин или масло. При нагреве эта композиция становится более пластичной и позволяет её «намазывать» подобно маслу тонким слоем. Свою технологию они назвали LMM (Lithography‐based Metal Manufacturing – производство металлических (деталей) на базе литографии (фотолитографии)).
Засветка так же производится DLP-проектором
Процесс построения идет сверху-вниз – см.рисунок
Имеется три бункера, два с подвижным дном – первый – с исходным фотополимером и второй – для построения детали, третий, с неподвижным дном – для избытков фотополимера (третий бункер на схеме не показан)
Цикл печати примерно следующий:
- во втором бункере (на рисунке – справа) с печатаемой деталью дно опускается на величину слоя, а в первом бункере с фотополимером (на рисунке – слева) – поднимается.
- длинным скребком (ракелем) фотополимер с первого бункера сдвигается ри размазывается тонким слоем по второму бункеру, излишки сдвигаются в третий бункер. Для облегчения процесса скребок нагревается и частично плавит фотополимер.
- слой фотополимера охлаждается и засвечивается DLP-проектором.
- в одном бункере дно опускается, в другом – поднимается и цикл повторяется.
По окончании печати «брусок» из засвеченного и незасвеченного фотополимера нагревается, незасвеченный фотополимер стекает, остатки фотополимера удаляются растворителем.
Роль опорных структур играет незасвеченый фотополмиер, что позволяет печатать детали любой сложности и любой геометрчиеской формы (но без «глухих» полостей).
По окончании печати «зеленую» деталь так же подвергают предварительному и окончательному спеканию.
Так выглядит принтер от Incus:
Пример деталей, выращенных («напечатанных») на оборудовании Incus:
Как видно можно получить достаточно высококачественные детали.
Основные достоинства данных технологий – на сравнительно недорогом оборудовании возможно получить высококачественные керамические или металлические детали высокой сложности. Недостаток – необходимо иметь печи для спекания и оборудования для приготовления суспензии из фотополимера и наполнителя.
Статья про отечественный принтер для печати высоковязкими суспензиями:
Еще больше статей по теме фотополимерных технологий: