Самый распространенный вид 3D-печати на текущий момент.
Расплав материала или густую жидкость выдавливают («эструдируют») через сопло (фильеру) в виде «колбаски». Из таких «колбасок» послойно (или спирально) формируют деталь/заготовку.
Для опорных структур может использоваться тот же материал, а может другой – растворимый в воде или в каком-то специальном растворителе (например. лимонене).
Границы между колбасками остаются, что придает детали/заготовке характерный неповторимый рисунок, который можно убрать обработкой в парах растворителя, оплавлением или механически.
Большое распространение эта технология получила за счет дешевизны принтеров – цена принтеров «бытового» уровня может достигать 15 тысяч рублей на текущий момент. При этом цена «профессиональных» принтеров по данной технологии может достигать нескольких миллионов рублей и даже больше.
Нормативные документы так описывают данную технологию:
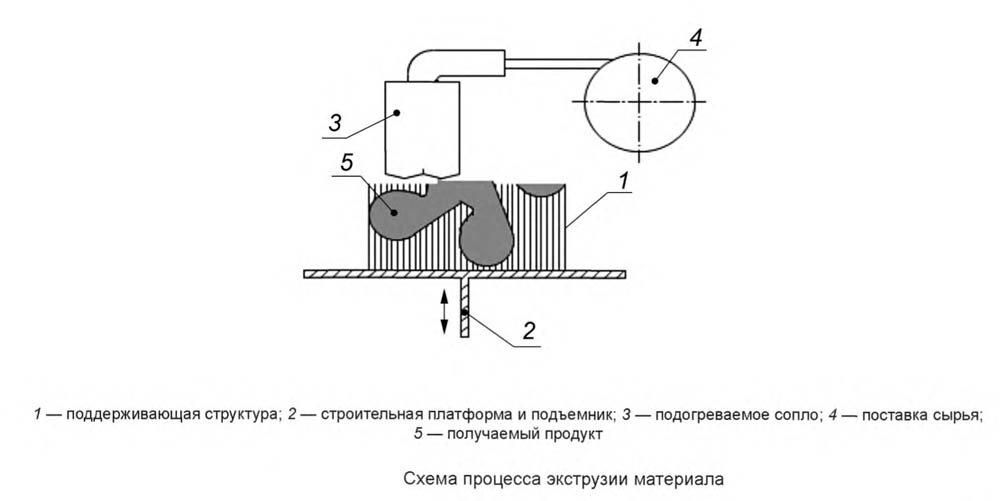
Процесс экструзии материала — процесс аддитивного производства, в котором материал выборочно подается через сопло или жиклер. Схема данного процесса представлена на рисунке:
Сырье: волокно или пасты, как правило, термопласты и структурная керамика.
Механизм связи: химическая и/или термическая реакция связывания.
Источник активации: тепло, ультразвук или химическая реакция между компонентами.
Вторичная обработка: удаление поддерживающей структуры.
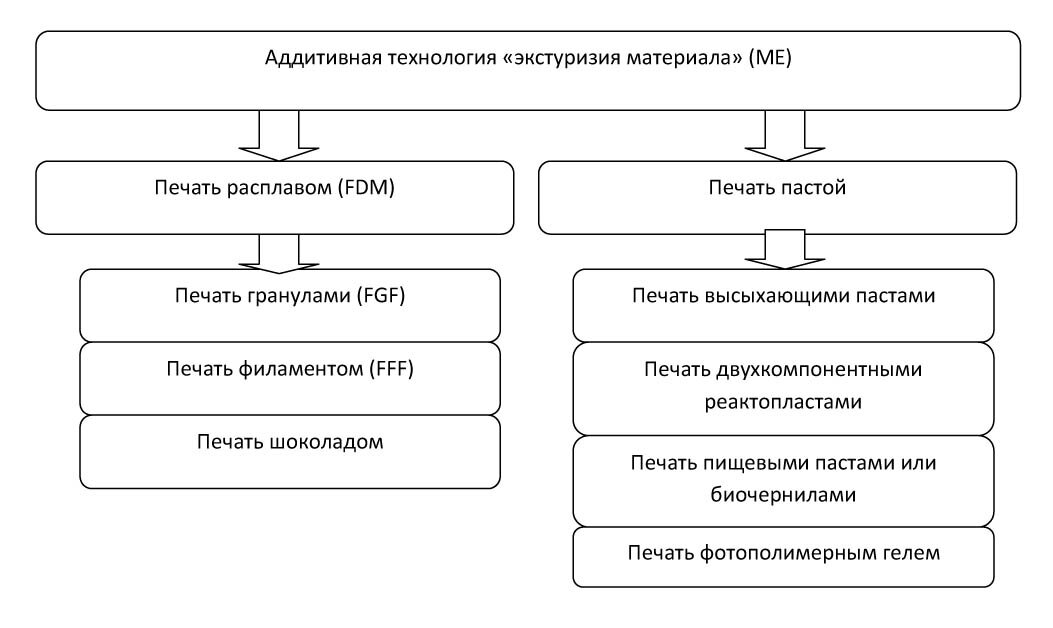
Рисунок немного не отражает всех разновидностей данного способа печати. Для большего понимания предлагаю следующую диаграмму:
Самое большое разнообразие в способах перемещения стола и печатающей головки (сопла) – кинематики принтера. Различных разновидностей кинематики много – «каретзианы», в которых перемещение осуществляется по трем взаимноперпендикулярным направляющим и «дельты», в которых головка присоединена тягами к трем кареткам, перемещающимся по трем вертикальным направляющим. «Каретзианы» в свою очередь делятся на «другостолы», в которых во время печати стол двигается по горизонтали и «кубики», в которых во время печати слоя стол неподвижен. Иногда встречаются более сложные «5D» кинематики, в которых стол может поворачиватсья и наклоняться. Количество кинематик огромно и требует отдельной статьи для освещения хотя бы основных из них.
По количеству печатающих головок данные принтеры делятся на односопельные, двухсопельные. В редких случаях количество сопел может быть больше двух. Основное назначение двухсопельных принтеров – двухматериальная печать, когда одним материалом печатается деталь/заготовка, а другим (растворимым) – поддерживающие структуры. В качестве растворимого материала используются обычтно PVA (растворяется в воде) или HIPS (растворяется в лимонеле).
Если подходить с практической точки зрения, то экструзию материала можно разделить на две большие группы – печать расплавом и печать пастами при «обычной» температуре.
Печать расплавами термопластичных пластмасс можно разделить на две группы – печать гранулами, которые подаются в печатающую головку («хотэнд» - «горячий конец») неком и печать пластиковым прутком диаметром 1,75, 1,78, 2,85 или 3мм, который подается в печатающую головку зубчатыми колесами.
Отдельно следует выделить печать расплавом шоколада или шоколадной глазури – при печати шоколадом расплавление шоколада производится заранее, до печатающей головки, а расплав подается либо шестеренным насосом, либо плунжером или шприцем.
Печать пастами можно разделить на печать высыхающими пастами (например, керамическими пастами или фотополимерным вязким гелем) и двухкомпонентными пластиками (обычно силиконом). Пасты подаются в печатающую головку шнековыми либо плунжерными насосами.
Пищевые пасты и «биочернила» подаются обычно шприцами, которые одновременно служат и емкостью для материала.
Основными материалами печати в настоящее время являются:
- термопласты – PLA, ABS, PVA, HIPS, нейлон, PETG, термопластичный полиуретан, термопластичные элестомеры, ASA, PEEK, и т.п.
- композиты – смесь термопластов с рубленным углеволокном или стекловолокном.
- композиты с непрерывной армирующей нитью.
- термопласты с наполнителем (древесные волокна, порошок минералов, металлический порошок)
- шоколад, шоколадная глазурь
- специальные воски
- шликер (керамические пасты, глиняные пасты)
- двухкомпонентные силиконы
- паста с наполнителем (пластиковые гранулы) и двухкомпонетным полиуретановым связующим.
- фотополимерная композиция
- пищевые пасты
К этой же группе следует отнести строительные принтеры
На этом пока разговор об этой технологии закончим.
Статья по 3D-печати экструзией фотополимера: