Шероховатость обработанной поверхности контролируют путем сравнения со стандартными образцами шероховатости, с аттестованной деталью или с помощью микроскопов сравнения, а также контактным и бесконтактным методами. Методы сравнения широко используют в производственных условиях, а контроль шероховатости сравнением со стандартными образцами или с аттестованной деталью — в цеховых условиях, на рабочем месте.
Образцы шероховатости поверхности представляют собой наборы металлических брусков 2 размером 30X20 мм, закрепленных в оправах 1 винтами 3.

Контроль шероховатости обработанной поверхности производят визуально, на глаз, или осязанием, проводя ногтем поперек следов обработки детали и сравнивая результаты с результатами, полученными аналогично при исследовании стандартных образцов. Материал стандартного образца, форма его поверхности и метод обработки имеют большое значение для большей достоверности контроля, поэтому образцы изготовляют из разных материалов (сталь, чугун) с разной формой поверхностей (плоская, цилиндрическая), обработанных различными способами при определенных режимах (точение, фрезерование, шлифование, строгание
и др.). Образцы, обработанные точением, фрезерованием, строганием, развертыванием, изготовляют незакаленными, а шлифованием, полированием, — закаленными.
Контроль визуальным методом или осязанием обеспечивает правильные результаты для поверхностей с высотой неровностей Rz= 10-16 мкм (6—8-й классы шероховатости). Параметры шероховагости клеймят на образце (зона 4). Образцы шероховатости изготовляют для следующих видов обработки: наружное точение, внутреннее растачивание, развертывание, торцовое фрезерование, цилиндрическое фрезерование, строгание, круглое шлифование, плоское шлифование, торцовое шлифование, внутреннее шлифование, полирование, доводка. Правильность контроля в значительной степени зависит от опыта и квалификации контролера, а также от вида и интенсивности освещения.
Повышение точности сравнения достигают применением лупы, что позволяет получить достоверные результаты до Rz = 0,8 мкм (9-й класс шероховатости) или контролем на микроскопах сравнения. Микроскоп позволяет одновременно рассматривать контролируемую и образцовую поверхности, находящиеся в поле зрения микроскопа, при одинаковом увеличении и одинаковых условиях освещения. Микроскоп сравнения позволяет получить надежные результаты до Rz=0,l мкм (12-й класс шероховатости).
Оценка шероховатости методом сравнения является субъективной. При его использовании могут возникнуть разногласия в оценке, для разрешения которых следует объективно измерить шероховатость поверхности на приборах. Измерение параметров шероховатости на приборах, как правило, выполняют в лабораторных условиях для получения действительных значений одного или нескольких параметров шероховатости, которые заданы в чертеже детали.
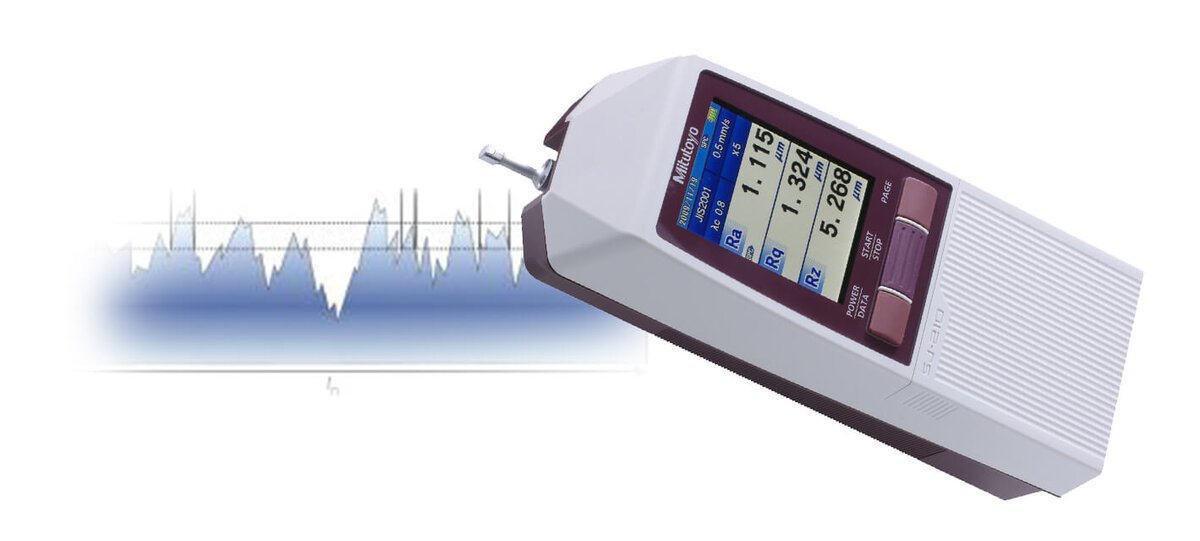
Измерение шероховатости поверхности контактным методом производят с помощью профилометров и профилографов. Принцип работы приборов этого типа основан на ощупывании контролируемой поверхности алмазной иглой с радиусом кривизны 10 мкм. Профилометры непосредственно показывают среднее арифметическое отклонение профиля Ra, а профилографы записывают профиль поверхности на диаграмме.
В некоторых случаях невозможно проконтролировать шероховатость труднодоступной поверхности детали с помощью обычных измерительных средств. В подобных случаях используют метод слепков. К обработанной поверхности прикладывают и плотно прижимают изготовленную по специальному рецепту массу. После застывания масса легко отделяется, и на ней повторяются в виде отпечатка неровности контролируемой поверхности. Измерив шероховатость поверхности слепка, определяют параметры шероховатости проверяемой поверхности.