В данной статье, речь пойдет о свариваемости разнородных сталей, в данном случае низколегированных низко- и среднеуглеродистых сталей с жаропрочными, жаростойкими (т.е "чернуха" плюс "нержавейка").
Свариваемость, т.е. пригодность сталей и сплавов к образованию качественного сварного соединения, является комплексной характеристикой, включающей в себя как технологическую прочность (стойкость против образованию холодных и горячих трещин) и показатели эксплуатационной прочности. Неоднородности различного типа, присущие сварным соединениям, а также изменение их во времени, обуславливает также зависимость и их эксплуатационной прочности от времени и температуры (под этим понимать, что химический состав и механические характеристики наплавленного металла сварных соединений, выполненными одними и теми же электродами, не будут одинаковыми , потому что на это влияет температура, время охлаждения, время сварки, сварочной ток и многие другие параметры).Поэтому сварка разнородных сталей требует решения ряда дополнительных проблем, путем применения специальной технологии сварки, специальных материалов.
Так при сварке и наплавке сочетаний различных сталей (наш вариант "чернуха" плюс "нержавейка"), происходит смешивание в различных соотношениях перлитной стали с аустенитной или ферритной, либо ферритной и аустенитной. Получаемый при этом химический состав шва имеет промежуточные значения по содержанию элементов и другую структуру, оцениваемую по эквивалентам хрома и никеля на диаграмме Шеффлера.
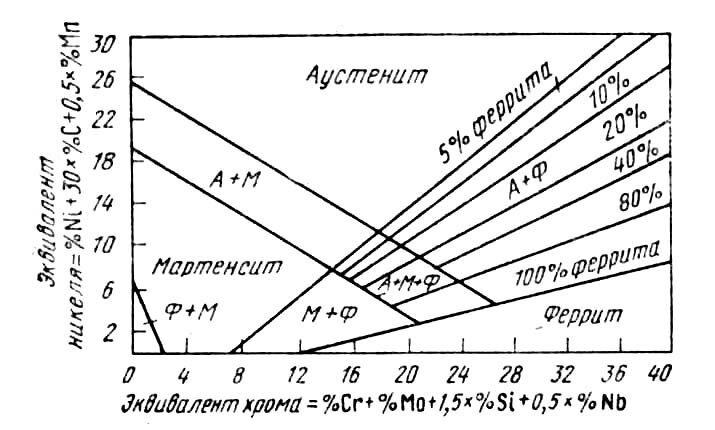
Металл шва, соответствующий области А, имеет однофазную аустенитную структуру, весьма склонную к образованию горячих трещин кристаллизационного типа. Шов со структурой А+Ф т.е. аустенитно-ферритной структурой, при повторных нагревах претерпевает охрупчивание в результате превращения феррита в сигма-фазу. Для швов со структурой Ф (феррит) характерен рост зерна при высоких температурах и хрупкость при нормальных. Швы со структурой М, М+А, М+Ф, М+А+Ф имеют мартенситную составляющую, вызывающую образование холодных трещин. Это осложняет обеспечение свариваемости при сварке разнородных сталей, так как различные дефекты возникают не только в шве, но и в околошовной зоне.
Отдельное внимание заслуживает краткий обзор химсостава таких соединений.
Для того, чтобы приблизительно определить, какая структура будет в металле шва, требуется рассчитать химический состав металла шва, затем рассчитать по формулам эквивалент углерода и никеля. По пересечению значений эквивалентов, можем увидеть на диаграмме какая приблизительно будет структура.
Самый идеальный вариант: аустенитно-ферритная структура с содержанием феррита 3-6%. Почему?
Во-первых: небольшое содержание ферритизаторов помогает нам бороться с таким явлением, как Горячие трещины (имеет "обратный эффект" при увеличении содержания ферритизаторов), по средствам уменьшения внутренних напряжений при кристаллизации.
Во-вторых: содержание ниобия Nb в металле шва помогает избежать выведение хрома Сr в карбиды, т.е. "обеднения" границ зерна хромом, вследствие чего избавиться от Межкристаллитной коррозии (МКК), и, частично из мельчить структуру металла при перемешивании "чернухи" (т.е. упрочнить).
В-третьих: содержание молибдена Мо, помогает нам достигнуть упрочнения металла шва, т.е. увеличить механические характеристики (предел текучести, предел прочности и т.д.), а также сделать металл в сварочной ванне менее "текучим", что упрощает сварку сварщику, и частично уменьшить сварочные деформации изделия при остывании.
Небольшие советы сварщикам и инженерам:
1. При выборе присадочного металла (покрытых электродов и присадочного прутка), предпочтение должно отдаваться более легированному металлу. Можно и нужно использовать также и "переходные" электроды и прутки - в них четко подобран химический состав, и с небольшим избытком содержится ниобий и хром.
2. Соблюдать температурный режим, т.е. не перегревать металл (при перегреве при сварке очень активно будет выгорать хром, что не есть хорошо), а также будут увеличиваться остаточные деформации.
3. Использовать "импульсные" методы сварки, если это возможно (лазерная, электронно-лучевая, ручная аргоно-дуговая неплавящимся электродом с короткими импульсами, частично-механизированная плавящимся электродом импульсная и т. д. ).
Если есть что добавить, добавляйте, придерживаемся строгого принципа: Не критикуй, но дополняй. Надеюсь, что статья Вам пригодится. Огромное Спасибо за внимание.