Сегодня мы поговорим об изготовлении откатных ворот. Речь пойдет об откатных воротах своими руками, и том, как сэкономить до 50% средств не потеряв в качестве. В этой статье, мы расскажем как использовать Т-профиль в производстве откатных ворот. Но обо всем по порядку.

У нас есть проем шириной 3,5 метра, высотой 1,9 метра. Соответственно мы будем варить ворота шириной 3,8 метра, то есть на 30 сантиметров больше.
Для чего нужно варить каркас на 30 см больше?! Т.к. у нас кирпичные столбы – нахлест должен составлять 30 сантиметров, что бы избежать щели между столбом ворот и полотном.
Теперь поговорим о материалах. Что нам понадобится?
1. Нижняя балка – направляющая
2. Т-профиль – из которого мы будем создавать внешний каркас ворот
3. Профильная труба 20*30 мм для дополнительных стоек внутри каркаса и для диагоналей
4. Труба 60*40 мм для хвостовика
Обычно балка приобретается в комплекте с фурнитурой, которая состоит из:
1. Две роликовые каретки (опорные ролики)
2. Верхние поддерживающие ролики
3. Верхний ловитель
4. Нижний ловитель
5. Концевой ролик
6. Заглушка направляющей
Что такое Т-профиль? Наверняка многие уже слышали об этом «сверхизделии». Это инновационное решение которое значительно облегчает процесс изготовления ворот, калиток, заборов, а так же снижает стоимость изготовления и увеличивает срок эксплуатации!
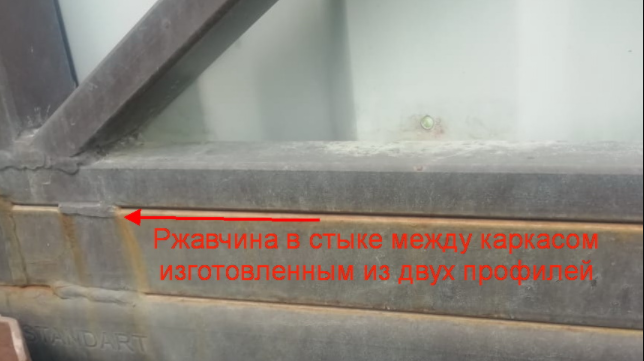
Раньше все изготавливали ворота из профильной трубы. Брали 20*30 мм, к ней приставляли трубу 60*40 мм и приваривали из друг к другу. Понятное дело, между ними оставалась щель, в которую всегда попадала вода. Как следствие – гниение металла, коррозия – испорченное настроение, и очередные траты на новые ворота. Вариант заделки швов герметиком, не долговечен, даже если Вы решите заморочиться с его нанесением и окраской.
Сейчас же появился Т-профиль. Он ровный, цельный, и главное – без швов. Это готовое решение с размерами 60*40*20*30*20 мм.
Так же Т-профиль не нуждается в чистке и других подготовительных работах, т.к. изготовлен из холоднокатаного проката и практически не хранится под открытым небом. Все мы знаем сколько времени придется убить, чтобы зачистить всю ржавчину с трубы 20Х30 или 40Х60 если она похранится недельку на открытой площадке металлобазы.
Первое с чего мы начнем – грунтовка направляющей, Т-профиля и труб 20*30 мм и 60*40 мм. Я использую антикоррозийную грунтовку. В теплое время она быстро высыхает, что позволяет не тратить много времени на этот этап.
Второй этап – изготовление, непосредственно, самого каркаса ворот.
Мы подготовили вот такой чертеж для наших ворот. Если вы хотите получить такой же чертеж со спецификацией и расшифровкой, просто напишите в комментарии и мы вышлем вам его на почту.
Ворота можно собирать двумя способами:
· Вертикально – не требует дополнительных ресурсов.
· Горизонтально -для этого потребуется стол или какая-либо платформа.
Мы воспользуемся вертикальной сборкой. Это проще и быстрее.
Для устойчивости системы к направляющей приваривают 2 «лапы» - два отрезка трубы. После сборки все системы из нужно будет срезать, так что не усердствуйте со сваркой)
Следующее – выставляем балку по уровню. Это необходимо сделать что бы в дальнейшем, при сварке стоек, они были четко перпендикулярны к основанию, и геометрия ворот будет правильной.
Как мы уже говорили – длинна наших ворот будет 3,8 метра, следственно, направляющая должна быть длиной 5,45. Длинна хвостовика должна быть не меньше, чем 0,5 длинны самого проема, можно делать даже больше, если позволяет пространство (Это делает всю систему надежнее и устойчивее).
После выставления направляющей по уровню, ставим на нее Т-профиль. От притворного конца направляющей(тот конец, который будет заходить в уловитель) отмеряем 5 см для вертикальной стойки, ставим отметку. Это и будет место начала Т образного профиля.
Т-профиль «прихватываем» в шахматном порядке. Мы рекомендуем полностью обваривать только после сборки всей конструкции.
После этого, нужно выставить первую стойку, под которую мы оставили 5 см. Для этого ее нужно вырезать под необходимые нам размеры. Наши ворота должны быть от «ноля» до верха 1,9 м. За «Ноль» берется основание к которому привариваются регулировочные подставки. В этот размер включается толщина регулировочный поставки, высота кареток, просвет под воротами. Все это занимает 16 см. То есть от 1,9 м мы отнимаем 16 см – получаем 1,74 см. Это и будет высота нашей стойки.
Стыкуем стойку к Т-профилю под 90°. Для этого нужно вырезать в вертикальной стойке 7ми сантиметровую паз на участке 30*20 мм под стык.
Когда мы вырезали этот участок стойки, выставляем ее по уровню. Она должна быть четко перпендикулярна основанию ворот. Так же «прихватываем» сваркой. Для удобства можно использовать временную диагональ. Прихватив ее одной стороной к основанию, а второй к стойке – получим прямой угол.
Следующий этап – выставление задней стойки. От первой стойки отмеряем 3,8 м, это и будет место для задней вертикальной стойки. На этом месте нам нужно вырезать паз длинной 7 см.
Высота задней стойки должна быть на 4 см меньше, чем первая стойка, так как она устанавливается не на направляющую, а на Т профиль, высота которого 4 см. Выставляем ее по уровню, и «прихватываем». Для задней стойки так же можно использовать вспомогательную диагональ.
После выставления двух стоек мы переходим к вырезанию и «прихватке» верхней перекладины. Для этого необходимо на верхней части стоек сделать вырезы под стыкование верхней перекладины.
После вырезаний у вас должна получиться такая конструкция:
Прихватывает верхнюю трубу к двум стойкам.
После этого мы получим каркас ворот из четырех сторон. Для проверки геометрии ворот, проведем замеры диагоналей. У нас получилось две диагонали по 405 см, таким образом геометрия ворот соблюдена верно, и можно переходить к изготовлению промежуточных стоек.
Нам нужно отрезать две промежуточные стойки по 1,6 метра. Ворота делим на 3 равные части, получаем проемы по 1,2 метра от задней стойки к первой промежуточной стойки, от первой промежуточной ко второй промежуточной, и от второй промежуточной к передней стойке.
Что бы конструкция была более надежной, пускаем по центру ворот 3 дополнительных ребра жесткости.
Теперь мы сделаем еще 4 дополнительные диагонали со стороны хвостовика ворот для придания им большей жесткости.
Как можете заметить, это диагонали идут не от угла к углу. Мы рекомендуем приваривать именно так, что бы давление распределялось по всей длине, а не только на конец, как будет с вариантом диагонали «от угла к углу».
После того как мы закончили «прихватывать» все части внутренней рамки, можно перейти к изготовлению хвостовика, а после, начнем обваривать все ворота.
Для хвостовика нам потребуется труба 40*60 мм. Т-профиль на основании мы срезаем под углом, и к ней стыкуем трубу 40*60 мм вот таким образом:
В верхней части мы так же зарезаем под угол и прихватываем:
После этого, приступаем к полной обварке ворот. Все стыки профилей и труб нужно хорошо обварить. От качества сварки зависит работа всей воротной системы.
Следующим этапом будет установка зубчатой рейки. Для удобства, можно положить каркас ворот набок.
Зубчатая рейка нам нужна, так как на ворота будет устанавливаться автоматика. В целом, мы рекомендуем сразу подумать о рейке, независимо от того будете вы устанавливать привод сразу же или через время.
Для установки зубчатой рейки нужно приварить бобышки.
Бобышки привариваются к раме ворот таким образом, чтобы более широкая часть служила место соприкосновения с воротами.
Что бы узнать сколько отступать от начала ворот, отмеряем 30 см, это отметка и будет местом приварки первой бобышки.
Рейку мы опускаем вплотную к направляющей, не оставляя щели. Прихватываем первую бобышку, потом третью, а потом уже вторую.
Что бы установить вторую рейку, нам потребуется кусок зубчатой рейки что бы следить за шагом зубьев.
Как только вы убедились что шаг зубьев соблюдается, можете прихватывать вторую рейку. Такие же действия мы повторяем с остальными рейками, в нашем случаи – это 4 штуки. Что бы узнать сколько реек вам нужно, необходимо к ширине проема прибавить 50 см. Когда вы закончили прихватывать бобышки, снимайте рейки и приступайте к их полной обварке.
Далее приступаем к финальным этапам изготовления откатных ворот – зачистке швов и герметизации.
Единственный шов, который получается при изготовлении каркаса ворот из Т-профиля – шов между направляющей и Т-профилем.
Для герметизации мы зачастую используем полиуретановый герметик. Он принадлежит к группе автомобильных герметиков и поддается покраске. После этого, грунтуем места сварки, которые мы зачищали.
Поздравляем! Ваши ворота готовы! Как видите, это не так и сложно, как каждый себе представляет. Такие ворота сможет сделать любой человек, который имеет базовые навыки сварки. Главное – такая система получается надежной, устойчивой к коррозии и долговечной. Вам останется зашить их нужным вам материалом и наслаждаться их красотой!
Что бы получить чертеж ворот со спецификацией и расшифровкой пишите нам в комментариях под этой статьей. Так же, если у вас остались вопросы по каком-то из этапов изготовления – смело пишите нам!