В машиностроении и металлургии сегодня предлагается много решений на базе аддитивных технологий – от печати полимерных прототипов и мастер-моделей до производства на 3D-принтерах промышленных металлических деталей.

Традиционная технология получения форм для всех видов литья нуждается в изготовлении литейной оснастки. Это трудоемкий и дорогостоящий процесс, требующий высокой квалификации персонала и часто дорогостоящего оборудования, например станков с ЧПУ.
Создание сложной отливки на литейном производстве – весьма длительный процесс. К примеру, один из авторов материала во время работы на ОАО «Кузнецов» занимался изготовлением отливки опоры газотурбинного двигателя диаметром 1 400 мм, весом 475 кг. Процесс создания детали занял почти восемь месяцев. Большая часть времени была потрачена на получение и доводку литейной оснастки.
Технологии быстрого прототипирования позволяют значительно ускорить процесс изготовления литейной оснастки. Один из таких методов – 3D-печать песчано-полимерных литейных форм и стержней. 3D-принтер позволяет получать формы напрямую по данным компьютерной модели без использования промежуточной оснастки. Для печати форм используются кварцевый песок и смола.
Существуют две основные технологии создания форм на 3D-принтере – струйная печать (Binder Jetting) и селективное лазерное спекание (Selective Laser Sintering (SLS).
В первом варианте используется двухкомпонентное связующее – смола и отвердитель. Отвердитель смешивается с песком, формируется тонкий слой песчаной смеси, смола наносится с помощью печатающей головки в соответствии с формой сечения печатаемой модели. В местах нанесения смолы происходит химическая реакция, и песчаная смесь отверждается. Процесс послойного нанесения повторяется до полного построения модели.
СПРАВКАРынок 3D-печати растет стремительными темпами. Если в 2017 году его объем превысил 7 млрд долларов, то к 2024 году, по оценкам экспертов, он достигнет отметки в 35,6 миллиарда [1]. Постоянно расширяется и сфера применения аддитивных технологий. В настоящее время 3D-печать наиболее активно применяется для создания прототипов. В перспективе будет возрастать доля производства готовой продукции или ее частей. Исследования показывают, что предприятия в ряде областей производства, освоившие технологии 3D-печати, получают явные преимущества. К тому же, по прогнозам Siemens, в течение пяти лет технологии 3D-печати подешевеют вдвое и станут в четыре раза быстрее [2].
При SLS-технологии применяется плакированный песок. Каждая песчинка покрыта слоем термореактивного полимера. На рабочий стол наносится слой песка, лазер нагревает поверхность в соответствии с геометрией сечения печатаемой модели, нагретый песок спекается. После окончания печати модели несвязанный песок удаляется. Напечатанная форма прокаливается в печи для достижения необходимой прочности.
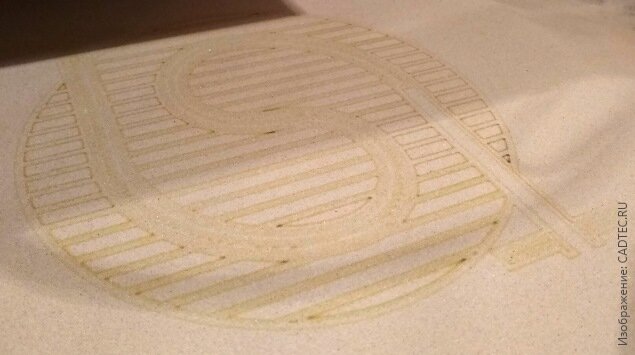
На рис. 2 показана печать сечения модели экономайзера на 3D-принтере производства CADTEC.RU. Лазерный луч «заливает» поверхность песка в соответствии с моделью сечения, нагретый песок спекается и приобретает начальную прочность. Далее деталь будет очищена от несвязанного песка и помещена в печь для прокалки, после чего форма будет готова к заливке.
В обоих случаях возможны частичная регенерация и повторное использование несвязанного песка.
Напечатанные формы применяются для изготовления отливок из алюминиевых и магниевых сплавов, сталей и чугунов. Технология 3D-печати обладает рядом преимуществ по сравнению с традиционными методами получения форм:
- Время, необходимое для разработки новой отливки по традиционной технологии, составляет от 2 до 6 месяцев, в некоторых случаях на это уходит до года. При использовании технологии 3D-печати песчаных форм процесс занимает всего 5-10 дней.
- Изготовление форм сложной геометрии по традиционной технологии имеет свои ограничения, а в отдельных случаях крайне затруднительно или вообще невозможно. 3D-печать позволяет получать формы и стержни практически неограниченной сложности, отпадает необходимость в применении формовочных уклонов.
- В процессе отработки технологии для литейного производства приходится многократно менять геометрию отливки, а значит, и формы, корректировать литниково-питающую систему. Для каждого варианта нужно изготовить соответствующую оснастку. Это приводит к существенному удорожанию производства отливок, особенно мелкосерийных или единичных, и значительно затягивает процесс по времени. В случае изготовления форм на 3D-принтере достаточно откорректировать компьютерную модель формы и распечатать ее заново. Цифровые технологии производства обеспечивают низкую стоимость копирования.
Печать форм на 3D-принтере схожа с изготовлением форм и стержней по методу ХТС (холодно-твердеющие смеси или Cold Box) – в обоих случаях используются аналогичные материалы. Важно, что аддитивные технологии позволяют не только изготавливать опытные образцы, но и отрабатывать технологию литья изделий для серийного производства, т. к. теплопроводность, прочность, газопроницаемость песчаных форм, изготовленных на 3D-принтере, такая же, как у стандартных песчаных форм и стержней, которые будут изготавливаться при серийном производстве.
Полагаем, что применение технологии 3D-печати песчаных форм позволит кардинально сократить сроки изготовления отливки опоры газотурбинного двигателя, рассмотренной выше, и значительно снизить стоимость готового изделия.
Иные варианты использования аддитивных технологий в литейной промышленности
Кроме получения форм на 3D-принтере распространена печать мастер-моделей из пластика, воска, полистирола и других материалов. Пластиковые модели могут применяться для получения обычных ХТС песчаных форм не сложной геометрии.
Восковые и полистирольные модели будущей отливки изготавливается методом 3D-печати, затем на модель послойно наносится керамическое покрытие, так формируется литейная форма.
В случае использования воска мастер-модель растапливается и удаляется из формы перед литьем, остается пустая керамическая оболочка – технология литья по выплавляемым моделям. При использовании полистирольных моделей заливка металла производится в форму с моделью, которая сгорает в процессе – технология литья по выжигаемым моделям.
Если раньше для изготовления восковых моделей применялись только специальные 3D-принтеры для печати воском, то сейчас появились материалы на основе модельного воска, выпускаемые в катушках для использования в обычных FDM (пластиковых) 3D-принтерах.
Альтернативой литью является прямое изготовление металлических изделий на 3D-принтере. Этому способствует развитие технологий 3D-печати металлическими порошками; появление стандартов и накопление информации о характеристиках получаемых изделий; снижение стоимости оборудования и, что очень важно, снижение цены и увеличение доступности расходных материалов – металлических порошков.
Опыт разработки и использования песчаных 3D-принтеров
Несмотря на явные преимущества, технология 3D-печати форм мало применяется в отечественной промышленности. Барьерами для проникновения являются высокая цена оборудования и стоимость его эксплуатации, низкая доступность расходных материалов, недостаток сотрудников необходимой квалификации.
Востребованность технологии со стороны производства и накопленные компетенции, необходимые для ее инженерного воплощения, стали основой для запуска проекта по разработке собственного оборудования для 3D-печати песчано-полимерных литейных форм. Наша компания «Центр аддитивных технологий» разработала 3D-принтер, который «выращивает» песчаные литейные формы слой за слоем непосредственно по компьютерной модели.
В процессе НИОКР были опробованы струйная и лазерная технологии 3D-печати песчаных форм. Каждая показала свои преимущества и недостатки, но формы, полученные с их помощью, имели сопоставимые характеристики. В настоящее время продолжается работа над 3D-принтерами на базе технологии селективного лазерного спекания.
Для печати используется кварцевый песок мелкой фракции от 100 мкм. Он покрывается новолачной смолой со специальными присадками. Использование доступных расходных материалов позволяет добиться низкой стоимости и снизить цену конечных изделий. Точность изготовления форм – 0,25-0,5 мм, максимальные габариты форм составляют 1800 x 1000 x 700 мм.
Заказчикам часто требуется изготовление форм и стержней или готовых отливок. Как правило, необходимо изготовить одну или несколько форм. Для большого числа изделий 3D-печать остается достаточно дорогим способом изготовления и по стоимости проигрывает серийной оснастке. Для небольших серий требуется оценка экономической составляющей. 3D-печать может оказаться выгоднее, особенно при возникновении необходимости изменения конструкции изделия в процессе работы.
Для единичных отливок и небольших партий изделий форма и стержни могут быть полностью напечатаны на 3D-принтере. В случае партии большего объема могут использоваться стержни, изготовленные на 3D-принтере, а форма - традиционная песчаная. При серийном производстве сложные стержни, напечатанные на 3D-принтере, могут использоваться в серийной кокильной оснастке.
Общие затраты определяет расход материала (машинного времени) и объем подготовительных работ. Заказчик может предоставить 3D-модель будущей формы, 3D-модель изделия или просто чертеж. Также необходимо знать число изделий и материал будущих отливок.
Хороший конструктор по компьютерной модели детали за день готовит 3D-модель формы с необходимыми припусками под механическую обработку и спроектирует ЛПС. Еще день-два уходят на печать формы на 3D-принтере. Практика показывает, что самым долгим этапом оказывается процесс изготовления готовых отливок. Из-за отсутствия собственного литейного производства приходится ждать, когда партнеры будут лить подходящий материал.
Часто необходимо изготовить пресс-форму для литья пластиковых или резиновых изделий. С помощью 3D-печати можно создать песчаную форму для элементов пресс-формы. При литье в песчаные формы невозможно сразу обеспечить требуемую точность изготовления и качество поверхности пресс-форм. Получаемые заготовки необходимо доработать на станке с ЧПУ. При таком подходе существенно сокращается время обработки, и, соответственно, себестоимость по сравнению с вытачиванием из цельного куска материала.
Использование 3D-принтера собственной разработки позволяет в десять и более раз ускорить процесс изготовления новых отливок для машиностроительных предприятий.
И. А. Адушев, генеральный директор, Л. П. Павлов, исполнительный директор,
ООО «Центр аддитивных технологий», г. Самара
Список литературы:
- Wohlers Report 2019
- Pictures of the Future. Siemens
- Адушев И. А., Павлов Л. П. Применение аддитивных
технологий для получения песчано-полимерных форм//
Литейное производство. 2016 №6, с.36-40
Статьи по теме
Выставка 3D-печати развивается с рекордной скоростью
В "Корабелке" напечатали фрагмент авиационного двигателя
«Ильюшин» создал лабораторию цифровых технологий
Детали для двигателей самого большого авиалайнера в мире напечатают на 3D-принтере
Новосибирские ученые разрабатывают 3D-принтер для авиакосмоса