Считается, что этот способ изобрели газосварщики ещё в советские времена, и который, благодаря своим качествам, перешёл практически во все сферы деятельности, где применяются шланги.
Обжимали шланги таким образом не потому, что не было хомутов, а потому, что они были или "слабыми", или громоздкими.

По нормам ТБ, такой способ не приветствовался - положено было обжатие трубкой, в патроне токарного станка, но, из-за простоты, доступности и надёжности, изжить его не удалось.
Сразу оговорюсь - при подсоединении шланга к стационарному оборудованию, этот способ не подходит.
Делается обжимка быстро, и до безумия просто.
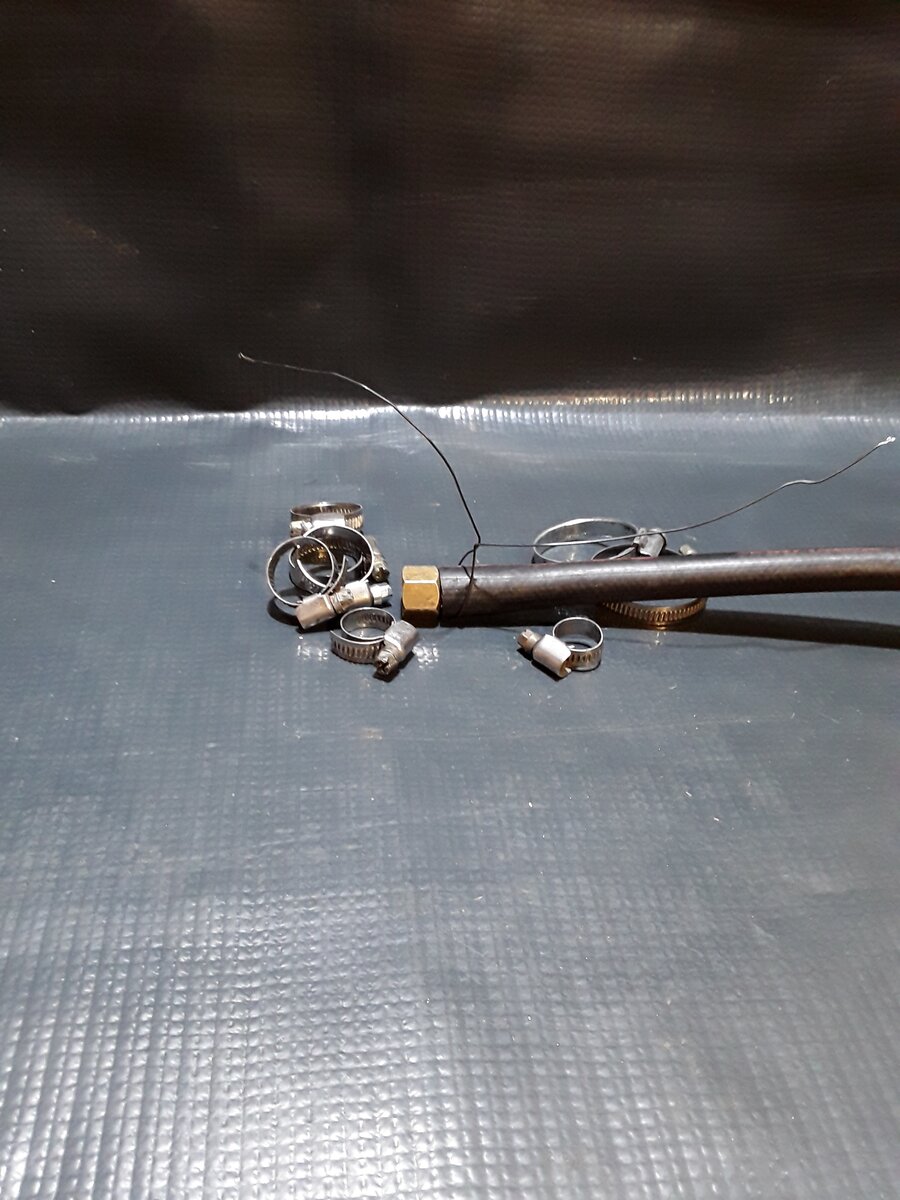
Нужно прочно закрепить один конец отожжёной стальной проволоки.
К этому времени шланг уже насажен на наконечник.
Обмотать двумя витками закреплённой проволоки место будущей обжимки.
Здесь нужно прибегнуть к помощи, чтобы кто-нибудь сильно натянул проволоку за второй конец.
Если помощника нет, то второй конец сильно натянуть и привязать к чему-либо.
Прокручивая по оси шланг по 2-3 оборота вперёд-назад, "вкатать" проволоку, чтобы она вдавилась в шланг.
Если делать одному, то нужно давить на шланг с наконечником вниз, для натяжения проволоки.
Когда проволока вдавилась, поворотом шланга скрутить её.
Снять проволоку с креплений, немного удлинить "хвостик" скрутки, обкусить его и подогнуть к шлангу.
При необходимости, обжать ещё раз рядом.
Сделанная таким образом обжимка нисколько не уступает в надёжности хомуту.