Здравствуйте друзья! Сегодня я расскажу Вам, мы изготовили деталь сложного профиля путем термической гибкий пластика, а точнее полиэтилен высокого давления. В качестве заготовки для детали, будем использовать упаковку типа blister.
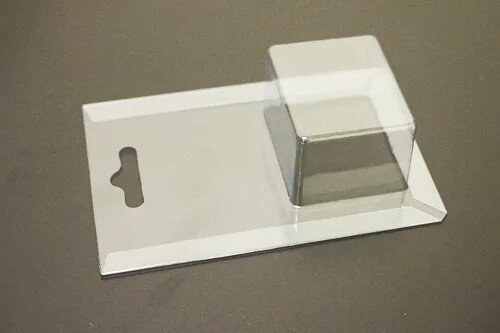
Иногда подобную упаковку изготавливают из полиэтилентерефталата, который усаживается при термообработке и поэтому хуже подходит для решения нашей задачи. Так как полиэтилен относится к инертным материалам, то чертеж развертки можно наклеить прямо на заготовку любым клеем. Кроме, разве что циакринового. Я использовал клей момент.
Вырезаем заготовку прямо по контуру чертежа. Лучше сразу сделать это с необходимой точностью, так как после гибки, сделать то же самое будет намного сложнее. Цепляемся за краешек чертежа и отделяем его от заготовки. Притупляем острые кромки заготовки наждаком, чтобы не оцарапаться ими в будущем. Для термической гибки пластика я на скорую руку изготовил вот такое приспособление, типа "Струна".
Его отличие от обычной конструкции в том, что высоту нихромовой проволоки над основанием можно изменять. Чтобы при гибке заготовки одновременно обеспечить заданный радиус изгиба и необходимое расстояние между полками, пришлось изготовить шаблон состоящий из трех пластин.
Две пластины шаблона, удерживают заготовку а третья определяет расстояние до 1 и 2 полки. При гибке устанавливаем нихромовую проволоку на высоте около одного миллиметра над будущим радиусом изгиба. Включаем нагрев проволоки и через несколько секунд производим гибку.
Повторяем процедуру для других частей развертки. Части заготовки которые гнуть не нужно, защищаем листком медной фольги подходящего размера. Для изгиба полок на втором уровне, переставляем верхнюю пластину шаблона используя втулки нужной длины.
Здесь опять используем тепловой экран, чтобы обеспечить нагрев пластика только в области радиуса гибки. Вот что у нас получилось.
Надеюсь вам понравилась статья!