Сегодня мы разберем проблему щелей в верхнем слою.
Как ни крути, но мало кто печатает большие объекты в 100% заполнении. Обычно параметр плотности заполнения стоит на 15-20% - а это значит, что внутри объекта пустоты в виде сетки (прямоугольной, шестиугольной, в виде акул и т.д.). Поэтому на верхнем (последнем) слое печати могут возникать щели и дыры, т.к. у пластика становится меньше точек для зацепа за поверхность модели.
Разберем, как можно этого избежать.
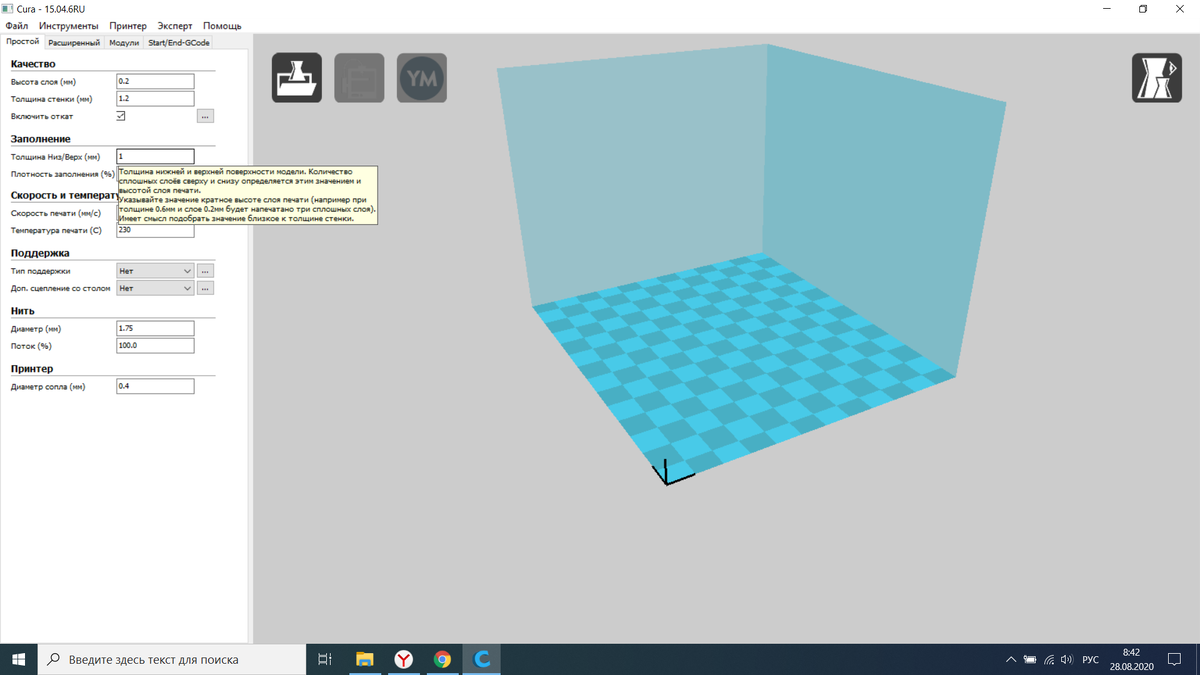
Первое, на что нужно обратить внимание, - это настройка толщины (плотности заполнения) верхнего слоя. Обычно этот параметр задается одновременно для верха и низа. Высота слоя (в зависимости от разрешения печати) может колеблется от 0.1 до 0,4 (на Wanhao i3 mini у меня обычно 0.2) и стандартно слайсер такую же высоту задает и для верха/низа. Поэтому Вам необходимо задать в настройках вручную параметр высоты верха/низа. Я обычно выставляю 1 мм. - это дает избежать щелей и дыр, а так же исключает продавливание верхнего слоя.
Второй причиной может быть слишком низкий процент заполнения. Как я говорил выше, стандартно используется 15-20%, но иногда, для экономии времени и материалов, ставят процент еще ниже. Тогда для зацепа пластика практически не остается точек. Может так случится, что и при 15-20 процентов будут оставаться щели - при слишком большой площади поверхности верхнего слоя. Тут есть несколько путей решения. Первый, и самый простой, это увеличить плотность заполнения. Второй, это в ручном режиме или на этапе слайсинга (настройки 3Д печати) уменьшить скорость печати верхнего слоя. В таком случае, при печати последних слоев, они сначала провиснут внутрь, а последующие заполнят до ровной поверхности.
Если эти варианты решения проблемы не помогли Вам, то скорее всего у Вас другая проблема: недоэкструзия. Как решать эту проблему - я уже описывал в посте ранее: https://zen.yandex.ru/media/id/5f2d51449d741f0cacb71a5f/chto-ia-delaiu-ne-tak-nedostatochnaia-ekstruziia-5f435bb7c74ced1782d3b58f
Ну что же, решили еще одну проблему - а дальше, больше!



















