
Двухкомпонентный полиуретановый пластик для заливки используется в производстве скульптур малого и среднего размера, имитаций изделий из бронзы, серебра и других металлов, а также для изготовления прототипов моделей для различных отраслей промышленности, декоративной бижутерии и т.д. методом “холодного отверждения”.
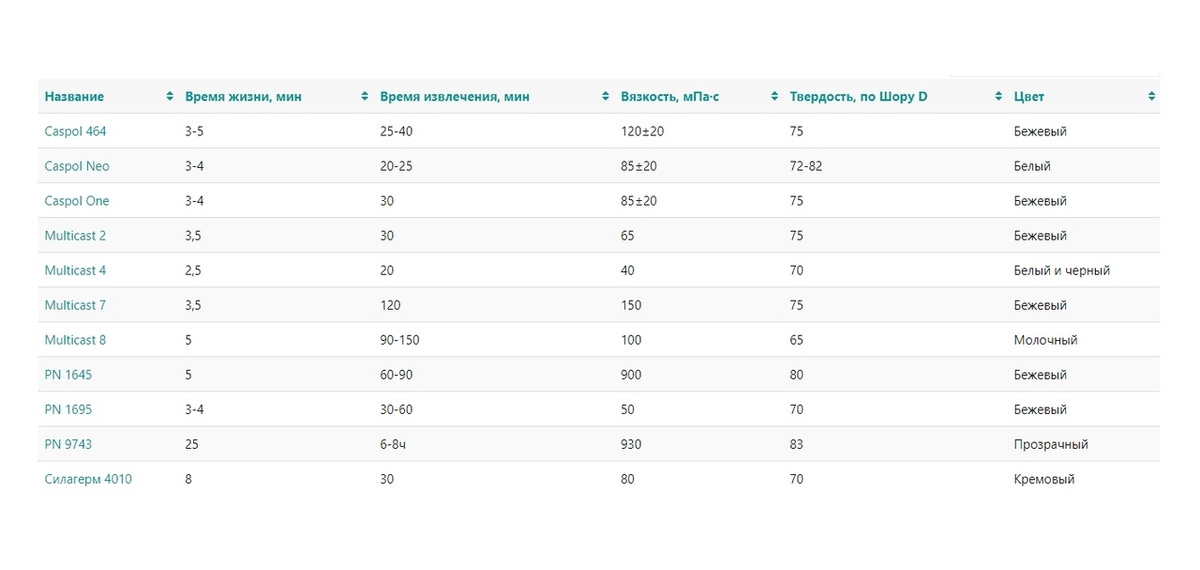
При выборе литьевых пластиков основными параметрами являются их твердость, время жизни, время отверждения, вязкость и базовый цвет.
1) Твердость по Шору — один из методов измерения твердости материалов. Твердость представленных у нас литьевых пластиков варьируется от 45 до 90 единиц по Шору D.
2) Время жизни — время жидкого состояния смеси до начала полимеризации, в течение которого пластик можно заливать в форму.
3) Время извлечения из формы (расформовки) – время, через которое изделие можно извлечь из формы и оставить до полного отверждения на ровной поверхности.
4) Время отверждения — время необходимое компаунду для полного затвердевания и набора всех заявленных характеристик, может занимать несколько суток.
5) Вязкость — свойство текучих тел оказывать сопротивление перемещению одной их части относительно другой. Чем ниже значение, тем более текучим является материал и его удобнее заливать в сложные формы.
6) Цвет — литьевые пластики часто имеют белый или бежевый цвет. Это дает возможность окрасить их в массе в любой цвет красителями
Какой литьевой пластик выбрать в каждом конкретном случае, можно выяснить только опытным путем. Ниже приведем некоторые направления использования жидких пластиков, основанные на опыте наших клиентов.
Для мелко детализированных изделий рекомендуется использовать пластики с низкой вязкостью, например, Multicast 4 и PN 1695. Чем меньше показатель вязкости, тем более жидкий материал и, наоборот, чем больше показатель, тем более вязкий (густой) материал. Пластики с низкой вязкостью проще проливаются и легче выгоняют из себя воздух. Однако при заливке в сложные формы может потребоваться камера давления для избавления от мелких пузырьков воздуха. Как избавиться от пузырьков воздуха при работе с жидким пластиком мы разберем в одной из будущих статей.
Для тонкостенных изделий обычно выбирают пластики с низкой твердостью, так как они обладают небольшой упругостью. Это такие пластики, как Multicast 8 и Multicast 4. У них твердость 65 и 70 по Шору D соответственно. Чем больше показатель твердости, тем тверже материал. Пластики с более высокой твердостью в тонких отливках обычно хрупкие.
Для средних и больших моделей можно рассмотреть PN 1695, Multicast 2, Caspol One и Caspol 464. Пластики PN 1695 и Multicast 2 также часто выбирают для изготовления корпусов.
“Ленка-Пенка” – полимерные материалы
Сайт: https://www.lenkapenka.ru/
Вконтакте: https://vk.com/lenkapenka_shop
Telegram: https://t.me/lenkapenka_shop
Ozon: https://www.ozon.ru/seller/lenka-penka-80317/