В промышленном производстве особое внимание уделяют сварным соединениям – качеству, плотности, надежности и долговечности шва. Флюс – один из компонентов, который вводят в процессе сварки в место соединяемых элементов для достижения лучших показателей. Сварочный флюс представляет собой субстанцию в виде густой пасты либо порошкообразного вещества из гранулированных микрочастиц размером 0,25-4,0 мм. В зависимости от необходимой густоты и консистенции состава готовят раствор из порошка с добавлением этанола и получают кремообразную пасту.
Подача компонента на сварной шов осуществляется посредством использования полой трубочки, внутри которой находится порошок – по мере использования высыпается на в рабочую зону. Правила сварного процесса требуют изоляцию от воздействия параметров внешней среды – сварные элементы не должны взаимодействовать с кислородом. Для этого применяют защитное вещество – под воздействием температуры флюс превращается в жидкую массу и выделяет газ высокой плотности.
Купить сварочный флюс можно в нашем интернет-магазине, в наличии:
Флюс JQ.SJ101 (AWSF6AO) 10-60 (25кг) Golden Bridge
Виды флюса для разных типов сварного процесса
В ручном процессе соединения достаточно использования электродов, которые выделяют защитную газообразную среду. Наиболее удобным способом признан вариант применения пустотелого трубчатого элемента, внутри которого находится флюс, для создания сварных соединений автоматическим либо полуавтоматическим способом:
- электрошлаковым;
- газовым;
- аргоновым;
- автоматическим;
- полуавтоматическим.
Электрошлаковая сварка
Способ соединения двух деталей или компонентов узла заключается в использовании двух ползунов из меди, между которыми насыпают флюс и направляют электрод. Смесь расплавленного металла и шлака не вытекает, так как медные ползунки создают необходимые бортики. Конструкция позволяет делают направляющие движения и контролировать место подачи флюса. Способ удобно применять в местах, где сваривают площади с большим зазором или длинные «дорожки» за один проход.
Газовая сварка
Процесс соединения цветных металлов требует использования данного способа скрепления двух элементов. Выбирают флюс в виде пасты, которую наносят на кромку железа, меди, никеля, бронзы, латуни. Сварное соединение напоминает пайку, но флюс расплавляется не от электрода, а от подачи газового пламени.
Аргоновая сварка
Высокая точность, прочность сварочного процесса, чистота и плотность между изделиями из высоколегированной стали достигается путем применения аргонового соединения. Гелеобразное вещество наносят на кромку сварки и выполняют работы по скреплению стальных элементов. Паста надежно защищает поверхность от взаимодействия с кислородом и предохраняет от окисления.
Автоматическая сварка
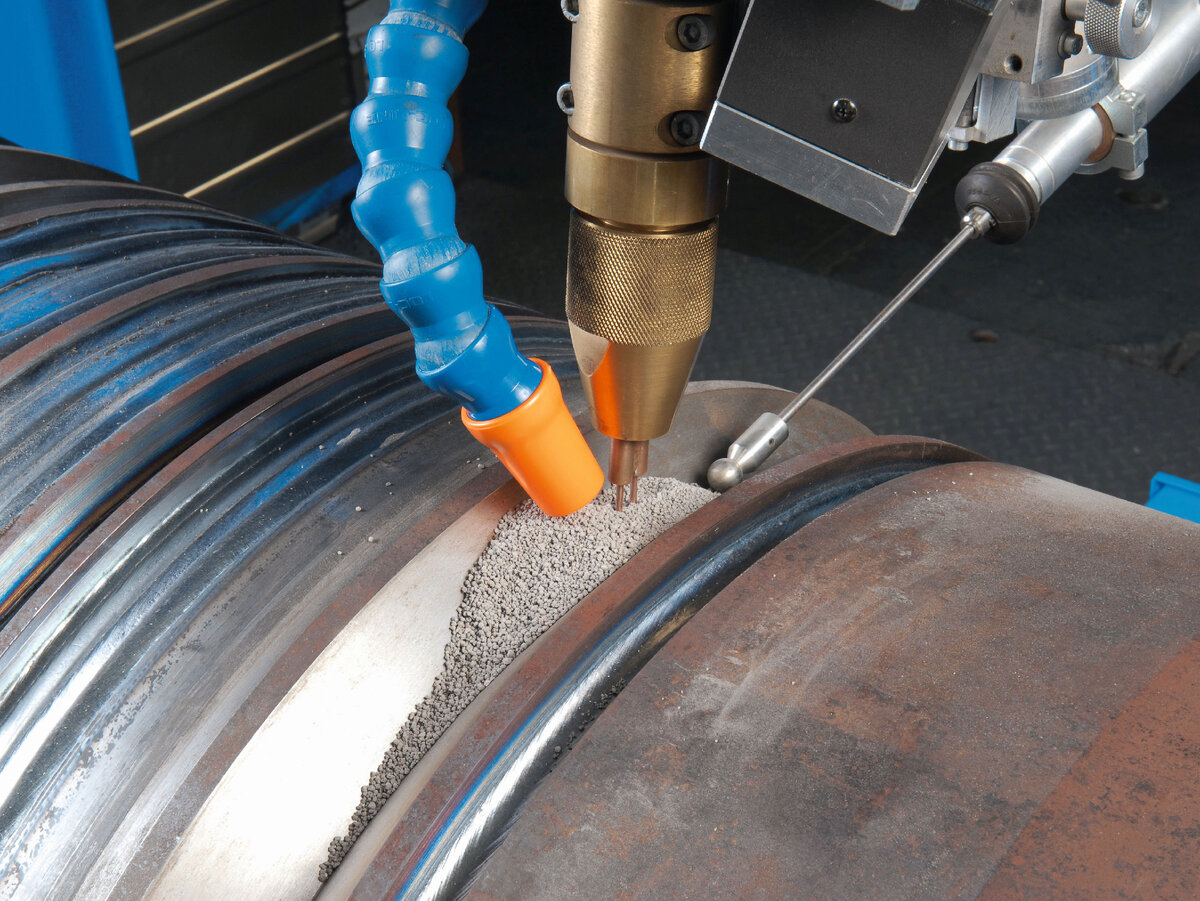
Автоматический процесс не требует газовой защиты рабочей зоны, так как гранулы флюса подают сварочные тракторы с бункером. Компактные самопередвигающиеся устройства на собственном шасси по пути работы сварного аппарата оперативно подают флюс в рабочую зону по мере использования присадочной проволоки. Канал каретки выходит перед самой горелкой, не позволяя взаимодействовать веществу с кислородом. Шаг подачи проволоки, настройка силы сварочного тока, выбор скорости перемещения трактора осуществляется через дистанционный модуль управления. Объем флюса, который будет выходить из канала каретки, настраивают вручную либо путем настройки клапана. Последовательность работы устройства:
- нажимают кнопку «Пуск»;
- в рабочую зону подают проволоку одновременно с высыпанием порции флюса;
- высота присыпки не менее 2-6 см;
- под слоем флюса электродуга набирает температуру и сильно нагревается;
- вещество постепенно плавится и превращается в гелеобразную массу;
- при максимальной температуре происходит расплавление кромки соединяемых деталей;
- в мягком состоянии элементы сращиваются в единое целое с выступом в зоне шва.
Траектория каретки предусмотрена по прямой линии либо кругу.
Полуавтоматическая сварка
В данном процессе используют оборудование марки MIG/MAG с постоянным током. Сменными элементами аппарата являются ролики и проволока для сварки. Основной настройкой, регулирующей качество работы механизма и определяющей качество сварного шва, является прижим полой трубки, которая через определенный шаг подается в сварочную зону.
Для защиты применяют гелий или аргон – инертная газовая среда для защиты ванны. Из проволоки выпадает порошковое вещество, которое становится размягченным под воздействием высокой температуры – заполняет все пустоты в рабочей зоне и создает дополнительную защиту, изолируя расплавленные компоненты от внешней среды. Соединение получают ровным, аккуратным, без чешуи и зазубрин. После охлаждения по пути прохождения электрода остается корка, которую удаляют простукиванием молотка. По стоимости данный вид сварки дорогой в сравнении с другими вариантами соединения, так как в процессе применяют газ для защиты и проволоку, подающую флюсовые гранулы. Качество скрепления элементов получается настолько аккуратным, что применимо в изготовления оборудования, инструментов для предприятий химической промышленности.
Виды сварочных флюсов
Шлак для сварки различают по назначению, составу, способу изготовления, так как для разных соединительных элементов требуются соответствующие физико-химические свойства материла.
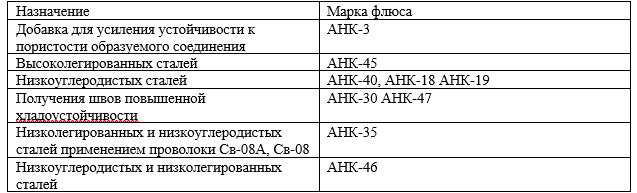
По назначению
Порошковый компонент разделяют на вещество для сварки цветных металлов, высоколегированных и низколегированных (углеродистых) сталей.
По способу получения
Способ сухого смешивания полученных частиц разной формы называют созданием не плавленного флюса. Исходные материалы подвергаются измельчению до превращения в порошок без применения высокой температуры. Преимуществом данного вида шлака является возможность вторичного применения в процессе сварки, так как толстый слой гранул не расплавляется полностью и пригоден для дальнейшего использования. После первого раза остается 80% гранул, в составе которых есть стекловидные частицы. Шлак собирают и засыпают в бункер каретки для создания защитного слоя второй раз.
В случае изготовления гранул способа термической обработки получают плавленый флюс. Исходные компоненты измельчают, насыпают в одну емкость, смешивают и спекают в печах. В результате применения высокотемпературной обработки получают отдельные гранулы, величина и форма которых зависит от состава компонентов, длительности плавления, высоты температуры. Для быстрого затвердевания частицы извлекают из печи и опускают в ванну с холодной водой. При подаче шлака на сварной шов под воздействием высокой температуры происходит расплавление гранул и превращение с мягкую гелеобразную пасту, которая надежно защищает процесс скрепления элементов.
Неплавленые флюсы
Плавленые флюсы
По составу
Различают три вида флюсов:
- солевые подходят для активных металлов;
- солеоксидные применимы для соединения элементов из легированных сплавов;
- оксидные нужны для низколегированных сталей.
Для первой группы исходными компонентами являются фториды и хлориды. Флюсы второй группы отличаются содержанием оксидов и щелочных солей. Порошковые гранулы третьей группы созданы на основе оксидов металла, фтора, кремния.
Большинство шлаков выполнено с использованием кремния, так как элемент обеспечивает прочность соединения и гарантирует минимальное присутствие углерода, который вносит мягкость и пористость. В составе флюсов диоксид кремния составляет 80%, поэтому сварные швы, выполненные в автоматическом либо полуавтоматическом режиме, газовой либо аргоновой сваркой получаются нерушимыми и долговечными.
Вторым по важности компонентом является марганец, который взаимодействует с оксидом железа, чтобы нейтрализовать находящийся в составе кислород и предотвратить окислительный процесс. Тонкая корка, которая образуется на поверхности соединения, и есть оксид марганца.
В качестве легирующих добавок для восстановления первоначальных физико-химических свойств металла в зависимости от исходных элементов применяют вольфрам, хром, молибден, титан, ванадий. Дополнительными компонентами являются хлоридные соли, известь, стекло, флюорит, алюминий.
Преимущества и недостатки флюса
Основные преимущества гранул:
- препятствие появления трещин и пор;
- стабильное горение пламени и образование зоны стыковки хорошего качества;
- увеличение скорости сварки;
- низкий объем использования присадок с высокой степенью защиты от коррозии;
- применение дополнительных компонентов с целью компенсации потерь состава основного элемента;
- создание равномерного слоя расплавленного шлака – жидкая среда проникает во все поры и полости, создавая ровное покрытие;
- поддержание высокой температуры в рабочей зоне – создание надежного препятствия для резкого остывания и образования тещин;
- предотвращение брызг расплавленного металла или шлака. Хороший слой изоляции из расплавленного шлака надежно закрывает от внешней среды сварной процесс, не позволяет каплям вылетать за пределы рабочей зоны.
Отмечаются определенные недостатки в применении шлаковых гранул:
- необходимость отбивки шлаковой корки;
- отсутствие контроля за процессом сварки при смешивании компонентов в сварной ванне;
- организация рабочей зоны должна быть ниже уровня расположения бункера с флюсом, чтобы обеспечить равномерность подачи порошковых гранул;
- точка сварного процесса должна находится в нижней зоне, а линия прохождения идти в направлении «снизу-вверх», чтобы избежать рассыпания частиц по более широкой поверхности и скатывания с места сварки;
- неравномерность образования шва по высоте.
Вопросы и ответы
1. Назовите температуру плавления флюса?
Для изготовления деталей выбирают элементы из разных материалов – меди, никеля, стали, латуни, бронзы и используют разные виды сварки, поэтому температура плавления флюса зависит от размера гранул и высоты подаваемого слоя. Диапазон минимальных и максимальных значений находится в диапазоне – от 300-500 0С и 700-800 0С.
2. От чего зависит размер флюсовых гранул?
Мелкие компоненты порошка расплавятся быстрее крупных, поэтому по мере увеличения силы подаваемого тока зависит выбор толщины цилиндрических частиц. Внутри проволоки предусмотрен диаметр, который задает размер гранул.
3. Используется флюс второй раз?
Кремниевые гранулы допустимо применять два раза. После проведения работ порошковую смесь собирают – загружают обратно в приемный бункер каретки и повторно запускают процесс соединения металлических элементов.
4. Можно ли при применении порошковой проволоки заметить отличие шлака от металла в жидкой форме, когда все компоненты находятся в сварочной ванне?
Металл в плавленом виде имеет яркий белый оттенок, а флюс – красный. С помощью давления дуги совершают направляющие движения, чтобы контролировать объем подачи флюса на сварной шов.
5. При использовании порошковой трубочки вместо обычной полнотелой проволоки меняют ли скорость подачи рабочего компонента?
Да, меняют. Скорость плавления пустотелого элемента быстрее, чем трубчатого с пустой полостью.