PrusaSlicer предлагает длинный список полезных настроек. Узнайте, как использовать настройки ретракта PrusaSlicer, чтобы уменьшить натягивание на ваших 3D-отпечатках!
#
3DMART студия - услуги 3D печати, изготовление запасных частей, заказ образцов, 3D моделирование, разработка корпусов РЭА, 3D формы для настенной плитки.
#
PrusaSlicer, несомненно, является одним из самых популярных слайсеров для 3D-принтеров FDM, предлагая множество расширенных настроек, которые ставят его впереди конкурентов. Одной из особенно хорошо разработанных частей PrusaSlicer являются настройки ретракта.
Настройки ретракта - это параметры, относящиеся к перемещениям втягивания, при которых экструдер отводит нить от горячего конца во время перемещений , чтобы снизить повышенное давление. Позже мы подробнее расскажем о преимуществах втягивания, но это ключ к уменьшению натягивания и чрезмерной экструзии на ваших 3D-отпечатках.
Благодаря множеству настроек втягивания PrusaSlicer предоставляет вам все инструменты, необходимые для устранения натягивания раз и навсегда. Вы просто должны правильно их использовать!
В этой статье мы рассмотрим различные настройки втягивания PrusaSlicer и то, как вы можете эффективно их использовать. Мы также расскажем, почему вам следует использовать ретракцию в первую очередь, а также о других настройках платформы, которые вы можете использовать для дальнейшего улучшения качества ваших 3D-отпечатков. Давайте начнем!
Зачем использовать ретракт

Как упоминалось ранее, втягивание относится к специфическому движению принтера, при котором экструдер отводит нить от горячего конца во время перемещения. Это делается для снижения давления на горячем конце, которое создается в процессе печати и приводит к вытеканию избытка пластика из сопла во время перемещения.
Стоит отметить, что движения втягивания обычно происходят только непосредственно перед перемещением, когда печатающая головка перемещается между двумя разъединенными точками. В конце перемещения за втягиванием следует отвод, при котором нить проталкивается обратно в горячий конец, чтобы она текла должным образом и ваш отпечаток не выдавливался недостаточно сильно.
Втягивание чрезвычайно важно для качества 3D-печати, поскольку без него на горячем конце постоянно увеличивалось бы давление, что приводило бы к натягиванию и чрезмерной экструзии. Однако также важно избегать слишком высоких настроек втягивания, иначе экструдер будет вытягивать нить слишком далеко (или слишком часто), что приведет к недостаточной выдавливаемости отпечатков и разрывам в слоях.
Есть также случаи, когда втягивание вообще не следует использовать, в основном при печати на гибких волокнистых материалах, таких как TPU. Это связано с тем, что эти гибкие нити эластичны, и движения втягивания, вероятно, повлияют на диаметр нити и уменьшат ее, что приведет к замятию нити и другим проблемам с выдавливанием. Однако для всех других материалов, таких как PLA, ABS и PETG, как правило, рекомендуется активировать втягивание в вашем слайсере.
Настройки
PrusaSlicer содержит множество полезных настроек, связанных с втягиванием, которые вы можете использовать для точной настройки качества ваших 3D-отпечатков и прекращения растягивания. В приведенных ниже разделах мы рассмотрели наиболее важные настройки втягивания PrusaSlicer и способы их использования.
Вы можете найти эти настройки в последней версии PrusaSlicer (2.6.0), перейдя в “Настройки принтера”, выбрав меню “Экструдер 1” и заглянув в раздел “Ретракт”. Кроме того, вы можете настроить параметры втягивания в меню “Переопределение нити филамента” на PrusaSlicer. Однако вы должны делать это только тогда, когда вам нужно внести временные изменения в свой профиль slicer, поскольку это переопределения, а не базовые настройки.
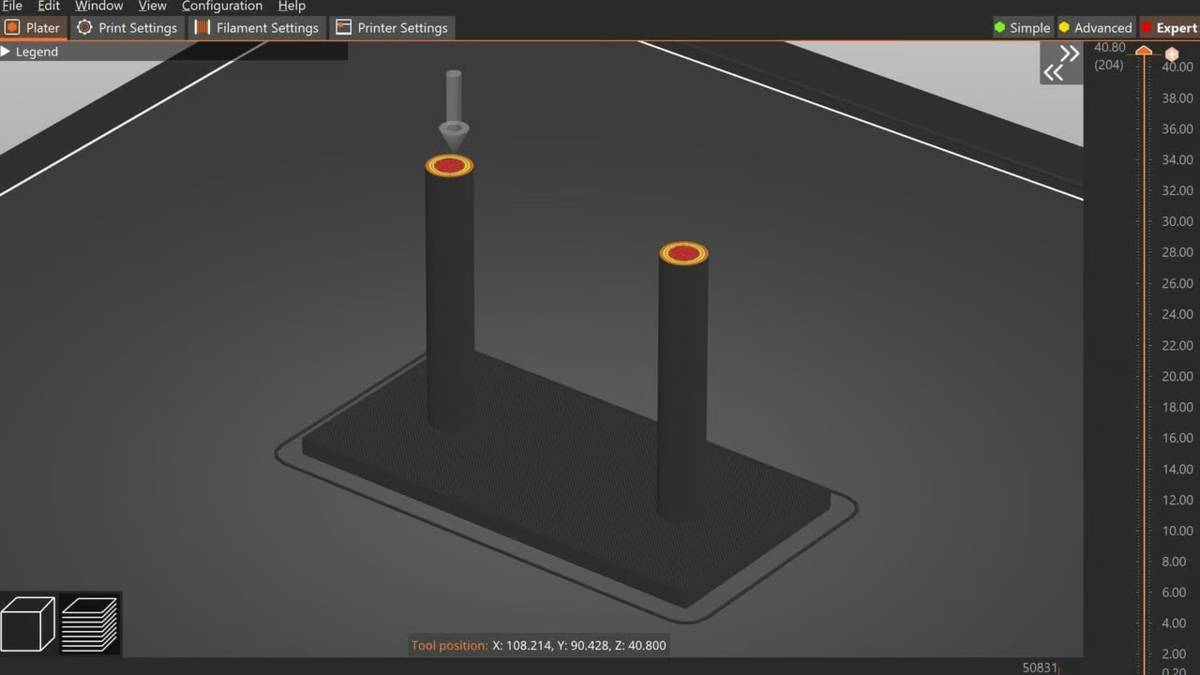
Кроме того, убедитесь, что вы настроили программное обеспечение PrusaSlicer на “Экспертный” режим, чтобы просмотреть все доступные настройки втягивания. Вы можете сделать это, нажав красную кнопку ”Эксперт" в правом верхнем углу меню настроек.
Длина
Длина втягивания - одна из двух основных настроек втягивания, и ее можно найти практически на любом слайсере, включая PrusaSlicer. Измеряемый в миллиметрах, этот параметр определяет длину нити филамента, которая вытягивается назад при каждом движении втягивания.
Как правило, более высокие значения длины втягивания лучше подходят для предотвращения паутины, потому что чем больше нити вы оттягиваете назад, тем меньшее давление создается на горячем конце. Однако важно не использовать чрезмерную длину втягивания, поскольку это может привести к истиранию нити филамента.
Еще одно замечание: наилучшая длина втягивания для вашего 3D-принтера зависит от конфигурации вашего экструдера, а значение PrusaSlicer по умолчанию для этого параметра зависит от выбранного вами принтера. Установки экструдера Bowden обычно лучше всего работают при длине втягивания около 4-5 мм, в то время как принтеры с прямыми экструдерами дают лучшие результаты при меньшей длине втягивания около 0,5-2 мм. Эта разница обусловлена дополнительным пространством в трубке из ПТФЭ, используемой в установках экструдера Bowden.
Независимо от конфигурации экструдера вашего принтера, вам, вероятно, придется в конечном итоге настроить значение длины втягивания для получения отпечатков высочайшего качества. Лучше всего регулировать длину втягивания с шагом 0,5 мм для принтеров с экструдерами Bowden и 0,2 мм для принтеров с прямыми экструдерами.
Скорость
Скорость втягивания - это вторая основная настройка втягивания, и, как вы, возможно, догадались, она управляет скоростью экструдера во время втягивания. Как и в случае с расстоянием втягивания, как правило, чем выше скорость втягивания, тем меньше вероятность наложения отпечатка. Однако, в то же время, если втягивание происходит слишком быстро, зубчатые колеса экструдера могут повредить нить филамента, поэтому важно не устанавливать это значение слишком высоким.
С другой стороны, хотя некоторые пользователи сообщали об использовании немного более низких скоростей для конфигураций прямого экструдера, настройки скорости втягивания не сильно различаются между установками Bowden и прямого экструдера. Кроме того, рекомендуемая PrusaSlicer скорость втягивания по умолчанию - 60 мм/с - должна работать нормально независимо от того, какой тип принтера у вас установлен.
Однако, если при использовании этой скорости вы все еще замечаете паутину на отпечатках, вы можете попробовать увеличить настройку с шагом 5 мм/с. И наоборот, если скорость втягивания 60 мм/с вызывает проблемы с измельчением нити филамента, вам следует уменьшить настройку с шагом 5 мм/с.
Стоит отметить, что, в отличие от многих других программ для нарезки, PrusaSlicer поддерживает как скорость втягивания, так и скорость подачи. Как мы упоминали выше, настройка скорости отвода определяет, насколько быстро нить филамента втягивается обратно в горячий конец после ее втягивания.
Несмотря на то, что скорость отвода не так полезна для устранения накручивания, как обычная настройка скорости отвода, все равно приятно иметь этот дополнительный контроль над процессом печати. Значение по умолчанию для настройки скорости подачи PrusaSlicer составляет 40 мм/с, и мы рекомендуем оставить его таким, если вы не хотите сократить время печати. Если это так, обязательно выполняйте регулировку с небольшим шагом, например, 5 мм/с, и прекратите увеличивать скорость, когда заметите паутину на отпечатках.
Подъем Z
Далее, подъем Z - это регулируемая настройка в PrusaSlicer, которая напрямую не влияет на процесс втягивания принтера, но может помочь уменьшить натяжение. Настройка подъема Z ненадолго поднимает печатающую головку вдоль оси Z после начала каждого движения втягивания. (Обратите внимание, что в Cura эта настройка называется Z Hop).
Функция Lift Z помогает предотвратить паутину на отпечатках, предоставляя соплу дополнительное пространство, которое рассеивает повышенное давление на горячем конце и предотвращает попадание излишков пластика на боковую сторону отпечатка. Кроме того, известно, что настройка подъема Z помогает предотвратить столкновение сопел, когда сопло случайно задевает элементы модели в процессе печати.
Также стоит отметить, что эта настройка слайсера указана в миллиметрах, поэтому чем больше значение подъема Z, тем дальше поднимется насадка при срабатывании механизма втягивания. По умолчанию параметр подъема Z выключен (0), и его можно оставить в таком режиме, если вы никогда не столкнетесь с паутиной и столкновением сопел. Однако, если вы хотите активировать настройку для устранения этих проблем, вам следует начать с 0,2 мм, затем увеличить ее до 0,25 или 0,3 мм, если этого зазора недостаточно для сопла.
Минимальный ход после втягивания
Настройка минимального хода после втягивания - еще одна полезная, но довольно многословная настройка в PrusaSlicer. (Попробуйте произнести это пять раз быстро!) Эта настройка, которую также можно найти в Cura, определяет минимальное горизонтальное расстояние, которое должно пройти сопло, прежде чем принтер сможет выполнить еще одно втягивающее движение.
Хотя втягивающие движения могут помочь остановить натягивание отпечатков, слишком большое количество втягивающих движений за слишком короткое время может привести к замятию горячего конца и остановке выдавливания нити. Настройка минимального хода после втягивания специально предназначена для предотвращения этого, и это особенно полезная настройка при печати миниатюр. Это потому, что модели такого типа, как показано на рисунке выше, содержат множество мелких деталей, которые расположены очень близко друг к другу.
Значение PrusaSlicer по умолчанию для этой настройки равно 2 мм, и мы рекомендуем оставить его на этом значении. Однако, если вы нарезаете модель с большим количеством разделенных элементов (где может произойти перемещение при втягивании), которые расположены очень близко друг к другу, подумайте о снижении значения до 1 мм, чтобы обеспечить успешную печать.
Связанные настройки
В дополнение к настройкам в PrusaSlicer, которые мы обсуждали, есть несколько других связанных настроек, которые могут оказаться полезными. Вот краткое объяснение этих настроек:
Втягивать при смене слоя: Если этот параметр включен, принтер выполняет втягивание после каждого завершенного слоя печати. Мы рекомендуем оставить этот параметр включенным, поскольку при смене слоя часто используется наложение, поскольку начальная точка слоя обычно не является конечной точкой предыдущего слоя.
Протирать при втягивании: Еще одна активируемая функция слайсера - настройка "Протирать при втягивании" - это способ еще больше предотвратить наложение отпечатков. При включении насадка будет быстро перемещаться взад-вперед (“протирать”) после втягивания, чтобы убедиться, что излишки расплавленной нити не прилипли к боковой стороне насадки. Мы рекомендуем оставить эту настройку активированной.
Избегайте пересечения периметров: Эту следующую настройку можно найти в меню “Слои и периметры”, и при ее активации будет изменен способ расположения внешних слоев отпечатка, чтобы предотвратить видимость просачивающейся нити снаружи модели. К сожалению, включение этого параметра увеличит общее время печати, поэтому мы рекомендуем делать это только в том случае, если у вас возникли проблемы с просачивающейся нитью филамента.
Втягивать только при пересечении периметра: Эту настройку можно найти в нижней части меню настроек “Заполнение”, в разделе “Дополнительно”. Включение этого параметра отключит втягивание, когда печатающая головка перемещается между периметрами модели, что помогает сэкономить время, поскольку любые вытекающие или натягивающиеся нити не будут видны снаружи модели. Мы рекомендуем оставить этот параметр выключенным, но активировать функцию для любых моделей, которые вы хотите быстро напечатать.
Последовательная печать: Последовательная печать означает печать одной модели за другой, и вы можете включить этот специальный режим в PrusaSlicer, перейдя на вкладку “Настройки печати”, перейдя в раздел “Параметры вывода” и активировав настройку “Завершить отдельные объекты”. При этом откроются две настройки зазора экструдера, приведенные ниже, где вы можете ввести размеры печатающей головки вашего устройства, чтобы гарантировать, что печатающая головка не опрокинет модель после ее завершения.
Температура сопла: И последнее, но, безусловно, не менее важное: температура сопла является одной из наиболее важных настроек 3D-принтера. Этот параметр сильно влияет на выдавливание нити филамента в вашем принтере, и более высокая температура сопла позволит истечь большему количеству нити филамента, поэтому подумайте о ее снижении, если у вас возникли проблемы с чрезмерным выдавливанием или паутиной на модели.
ПОСТAВЬ ЛAЙК И ПОДПИШИCЬ, ЕCЛИ ТEБЕ ИНТEPEСНА ТEМА 3D ПЕЧАТИ!
еще интересные статьи по теме:
3DMART студия услуги 3D печати и 3D моделирование
Zortrax разработает систему 3D-печати керамикой
Лучшие настройки / профиль Cura PETG
Prusa Research выпускает обновление 2.6 для многофункционального PrusaSlicer
Шов по оси Z (Cura): Как его скрыть
Сглаживание PLA: как сгладить 3D-отпечатки из популярного пластика