Эта статья является частью Дневника судостроителя.
Усование фанеры (заусовка) – снятие односторонней фаски с поперечной кромки листа фанеры.

Исходные данные
Проектом лодки определены соединения "на ус" для деталей бортов и днища. При этом для фанеры толщиной 6 мм задана длина фасок 60 мм, а толщиной 10 мм - 80 мм. В первом случае отношение толщины материала к длине соединения 1/10, во втором - 1/8. Отталкиваясь от этих данных, я стал подбирать подходящий механизированный способ обработки. Полностью ручные методы я решил не рассматривать.
Способ 1. Циркулярной пилой с помощью приспособления "Scarffer"
Приспособление разработано и изготавливается компанией "West System", продается под торговой маркой "Scarffer". Состоит из двух изогнутых стальных пластин (толщиной 2 мм), устанавливаемых на ручную циркулярную пилу. Одна из пластин называется направляющая, другая - защитная.
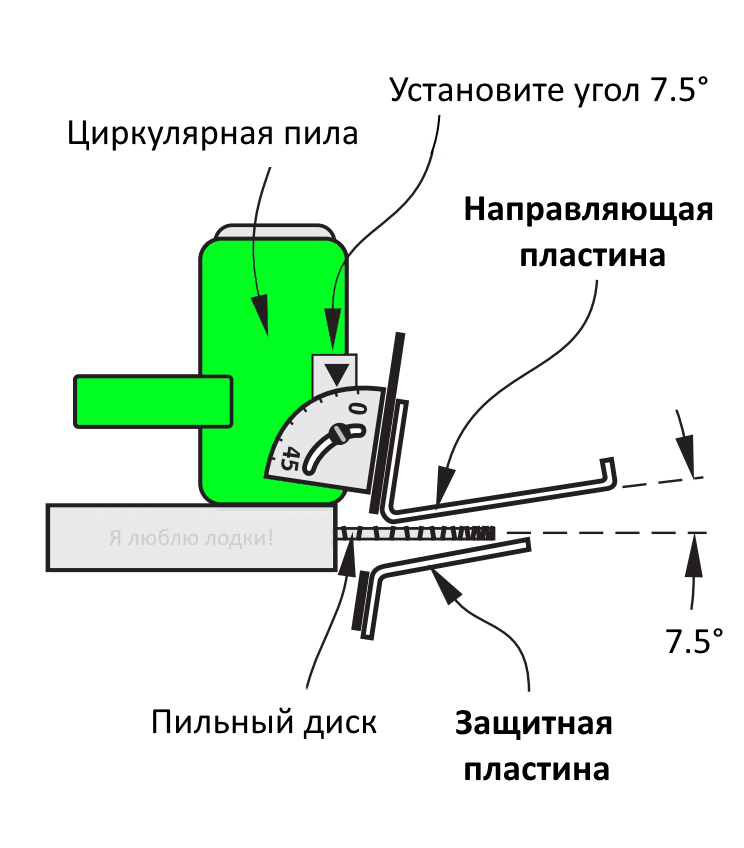
Направляющая пластина имеет длину ≈350 мм, ширину (скользящей по фанере части) ≈100 мм. Согнута под углом ≈85°. Защитная пластина имеет длину ≈280 мм, ширину ≈75 мм. На первый взгляд ничего сложного.
Оригинальную инструкцию на скарфер я перевёл на русский язык. В ней имеются интересные подробности, в том числе по склеиванию.
Способ 2. Циркулярной пилой с помощью специальной направляющей шины
Это самодельное приспособление хорошо известно как "Plywood Scarfing Jig". Представляет собой склеенную из двух заготовок направляющую шину. Горизонтальной частью шину устанавливается на верстак. Длина приспособления должна быть на 40-50 см больше, чем ширина обрабатываемого листа фанеры.
Способ 3. Ручным фрезером, установленным на каретку
Приспособление состоит из трех основных частей: рамки, каретки, профильной трубы.
- Рамка предназначена для задания угла фаски на кромке листа фанеры. В процессе фрезерования по ней будет скользить каретка. Рамка укладывается на лист фанеры и удерживается от продольного перемещения с помощью профильной трубы. Рамка прижимается к фанере собственным весом и весом каретки с фрезером.
- Профильная труба предназначена для выравнивания и фиксации листа фанеры. Также она является направляющей для рамки при её поперечном перемещении.
- Каретка предназначена для перемещения по рамке. На неё устанавливается ручной фрезер. Подошва каретки должна иметь гладкую и плоскую поверхность, обеспечивающую хорошее скольжение по рамке.
Что выбрать?
Приспособление для Способа 1, при всей своей кажущейся простоте, показалось мне сложным для изготовления. Ведь потребуется обеспечить плоскостность стальных пластин после их гибки (особенно, это касается направляющей). Направляющая не должна изгибаться/деформироваться в процессе работы, возможно, должна быть закалена. Существенный недостаток приспособления - длина снимаемой фаски ограничена максимальной глубиной пропила циркулярной пилы.
Изготовление приспособления для Способа 2 потребует подобрать или склеить длинные, ровные и плоские панели - заготовки для будущей шины. Это основная для меня сложность. В целом, это отличное приспособление, обеспечивающее высокую производительность и повторяемость результата. Позволяет быстро и удобно задавать угол реза. Недостаток тот же: длина снимаемой фаски ограничена глубиной пропила пилы.
Приспособление для Способа 3 кажется сложным, но на самом деле может быть легко изготовлено из имеющихся под рукой материалов. Оно позволяет снимать фаску большой длины и ширины при компактных размерах. Его главные недостатки: фиксированный угол фаски; производительность ниже, чем у рассмотренных ранее способов.
Моя циркулярная пила может резать на глубину 64 мм. А фаску надо сделать на 80 мм (помните исходные данные? вот и я про них почти забыл). Значит, остается Способ 3. Но он дает фиксированный угол фаски. А мне нужно получить два разных отношения толщины к длине: 1/8 и 1/10. Для деталей днища я опасаюсь менять 1/8 на 1/10 , так как может не хватить запаса по длине заготовок. После размышлений, расчетов и промеров я решил придти к единому для всех деталей отношению 1/9 и начал изготовление приспособления для Способа 3.
Следующая статья