В предыдущих статьях я рассказывал про прямую струйную печать металлом.
Но рассказ был бы не полным без описания еще одной технологии – струйной печати специальными нано-чернилами для последующего спекания.
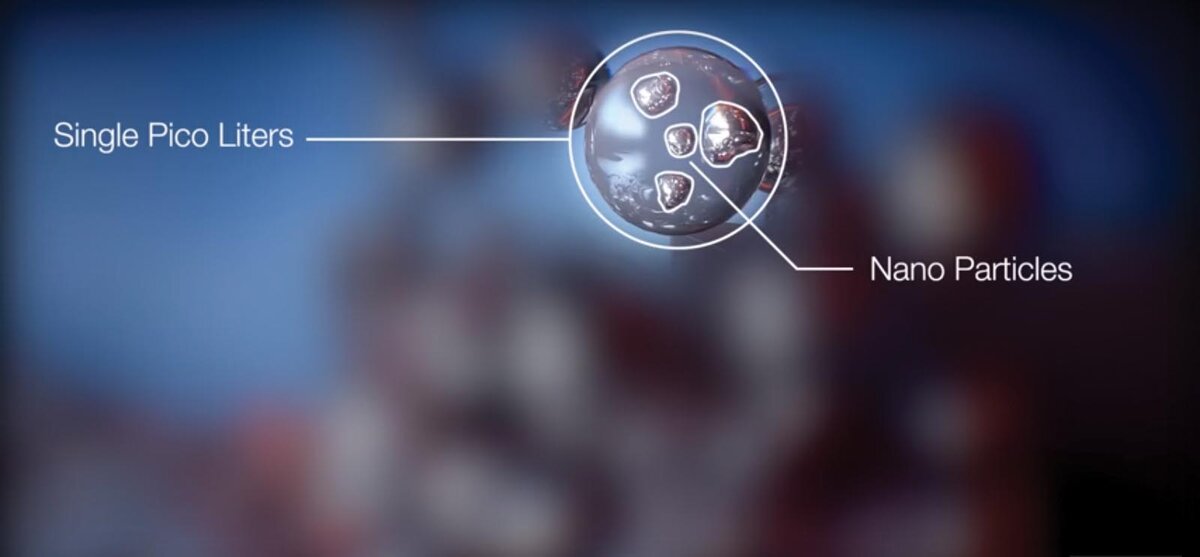
Печать производится обычной струйной головкой специальными чернилами с нано-частицами металла (или керамики). Слово «нано-частицы» не должно сбивать с толку – речь идет не о нано-технологиях, а об субмикронных – степень перетира менее 1 мкм (менее 1000 нм). Очень тонкий перетир, но встречающийся в быту в высококачественных красках и чернилах.
После печати производится спекание детали в монолитное металлическое (или керамическое) изделие.
Сама технология была анонсирована в 2015 году израильской компанией XJet Ltd.
Уже в 2016 году на выставке RAPID 2016: 3D Printing and Additive Manufacturing были продемонстрированы первые напечатанные металлические детали, а в ноябре на выставке Formnext 2016 продемонстрирована первая опытная установка для печати металлических и керамических изделий. В 2017 году серийные принтеры поступили в свободную продажу.



Печать по этой технологии состоит из трех этапов:
Этап 1. Печать «зеленой» детали
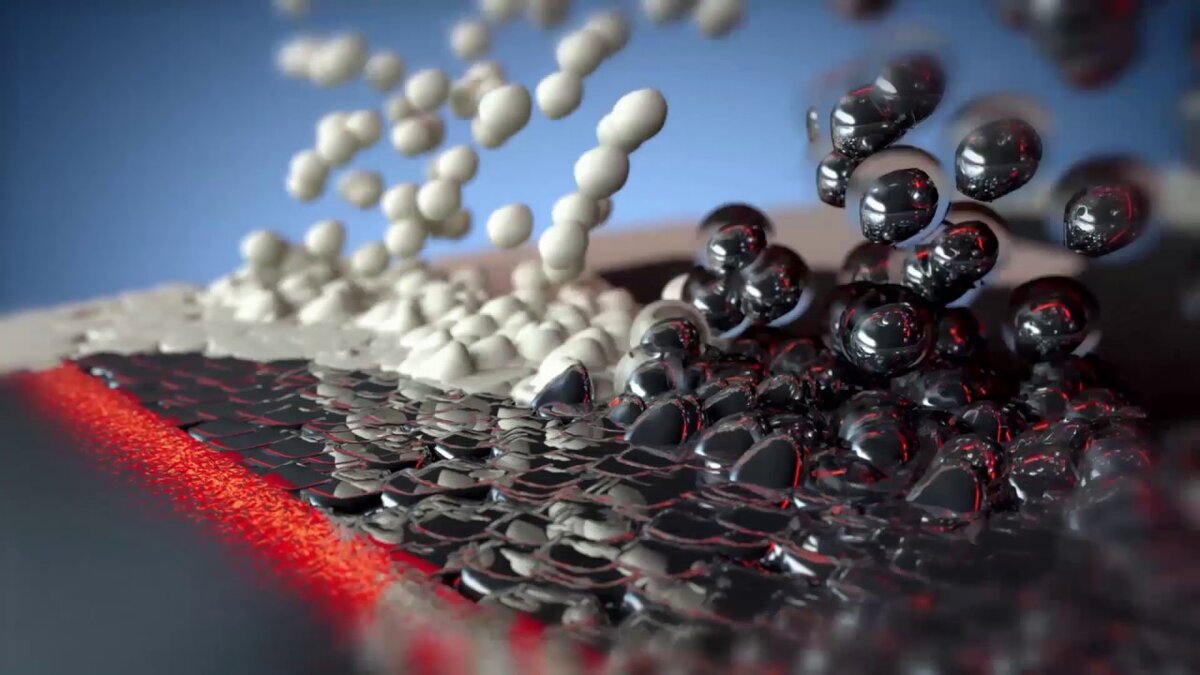
Печать осуществляется обычной струйной головкой чернилами на водной основе. Используются два вида чернил – с наночастицами металла или керамики (для формирования самой детали) и с наночастицами удаляемого материала (для формирования поддерживающих структур). Печать осуществляется на подогреваемую до + 160…230 градусов Цельсия платформу. Печать осуществляется в несколько шагов:
Шаг 1. Нанесение слоя чернил.
Шаг 2. Сушка слоя при помощи галогенных ламп и струи горячего воздуха.
Шаг 3. Выравнивание нанесенного слоя чернил специальным валиком (для получения одинаковой толщины слоя) с одновременным измерением толщины слоя.
Повторение шагов.
Этап 2. Удаление связующего.
На этом этапе в специальных печах производится окончательная сушка детали на подложке, снятие детали с подложки и растворение связующего – получается «коричневая» деталь, состоящая только из частиц металла (керамики), сцепленных между собой силами Ван-дер-Ваальса
Этап 3. Окончательное спекание.
Толщина слоя составляет 10…15 микрон при печати керамикой и 3…8 микрон при печати металлом, точность – порядка 0,1 мм.
Вес установок составляет 3 тонны, размеры 3,1х2,12х1,85 см, область построения 500х140х200 мм у младшей модели Carmel 700АМ, 500х280х200мм у старшей Carmel 1400 AM.
Скорость построения составляет 1..1,5 мм в час (по высоте). Основной материал – цирконевая керамика, но старшая модель может печатать так же нержавеющей сталью, ведутся работы по печати оксидом алюминия, серебром и медью.
Предыдущие статьи по теме струйной печати металлом: