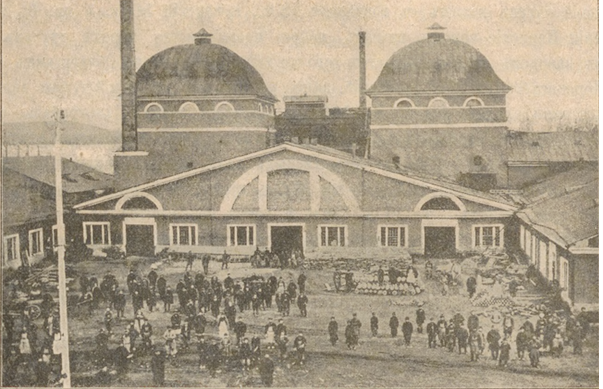
Баранчинский завод. (Посещен 27-го июня). Баранчинский завод лежит в 15 верстах на юг от Кушвы. По железной дороге до станции Баранча и затем на лошадях до завода путь не потребует более часа езды. После Кушвы, первое впечатление от Баранчинского завода, гораздо более в пользу этого последнего. Нет того заброшенного бесхозяйственного вида, каким удручает Кушвинский завод, и заводские постройки подчас прямо щеголеваты по наружному виду. Баранчинский завод оборудован для приготовления чугунных снарядов Морскому и Артиллерийскому ведомствам. Этот большой заказ видоизменил и общую физиономию завода.

Посещение состоялось, по объяснению управителя завода А.Н. Кузнецова, в неблагоприятное время, так как ход домен был ненормальный. Разгар одной из них № 2-й оказался настолько велик, что чугун из неё стал получаться сильно раковистый, землистой сыпи, совершенно негодный как литейный, для которого эта домна и была предназначена, а потому роли домен переменили: на литейный была пущена домна № 1-й, а не 2-й. Домна назначена к выдувке, а недостающую часть литейного чугуна брали с Верхне-Туринского завода, который, как и Баранчинский, ведёт плавку тоже на магнитном железняк, что, как увидим ниже, имеет в данном случае особое значение.
По смете, завод на двух домнах должен выплавить 500.000 пудов чугуна, причём из этого количества 234.000 должны годиться для снарядов, т. е. чугун должен быть литейный высшего качества, остальной чугун может быть передельным. По условиям заказа плавка должна идти [82]исключительно на магнитном железняке; бурый — не допускается на том основании, что чугун из него но качеству будто бы далеко ниже в смысле прочности и, по сведениям завода, при пробе снарядов даёт цифру предельного давления далеко не достигающую той, какая определена в условиях заказа. Цифра эта 2.000 атмосфер[1]. Такая прочность, вполне возможная при плавке магнитного железняка, может понизиться до 1.400 атмосфер при буром, судя по тому, что слышал на заводе.
Руда поступает на завод с Благодати, где она обжигается и сортируется. Совершенство сортировки, по сообщение завода, оставляет многого желать. Попадают куски, где руда оказывается в виде примазки, а остальное пустая порода, попадает и целиком пустая порода. Принимая во внимание, что обжиг руды на Благодати ведется преимущественно в форме пожогов (печь Вестмана только что окончена, да её и не хватить на весь обжиг)[2], приходится пpийти к заключению, что подготовка руды к плавке такова, что может доставить много хлопот заводу, особенно принимая во внимание исключительность требований , предъявляемых к чугуну.
Плавка ведётся, как уже упомянуто, на двух домнах, из которых одна 4-х фурменная круглая, другая эллиптическая 5-ти фурменная. Для литейного чугуна предназначена эллиптическая (№ 2-й). Домны снабжены газоуловителями: № 1-й закрыта простой крышкой, а № 2-й так называемой двойной воронкой с автоматической засыпкой. Этот последний способ улавливания газов часто рассматривается, как один из лучших. При посещении завода обе домны сильно горели. Доменный газ идёт на отопление паровиков и нагрев воздуха. Как уже сказано, ход домен был ненормален вследствие сильного разгара, особенно домны № 2-й. Завод следит, по-видимому, очень тщательно за этим обстоятельством, производя постоянные промеры и нанося их на чертежи, находящиеся тут же у домен. Нагрев воздуха производится в трёх аппаратах Каупера, действующих на доменном газе. Аппараты поставлены недавно. Нагрев доводится до 620° на передельном чугуне и до 660° на литейном. Газ через прибор пропускается в течение 2-х часов; воздух — в продолжение часа; давление изменяется от 5 до 6" (дюймов). Аппараты содержатся в очень хорошем виде, и эта часть завода производить самое благоприятное впечатление.
Горн домен набивной, делается из салдинской слюдяной глины, несколько менее огнеупорной, чем кунгурская; для лещади к ней прибавляется толченый кварц. Огнеупорный кирпич делается из той же глины.
Воздух доставляется паровой машиной в 112 сил на 9.000 кубических фут при давлении около 6". Пар доставляется пятью корнуэльскими паровыми котлами; отопление их производится газом домны № 1-й, но приходится топить [83] и щепой и даже хвоей в пучках. По этому поводу следует заметить, что если паровая машина еще удовлетворительна, то паровые котлы ни в каком случае не могут считаться такими же. Грузные, требующие много лишнего топлива, они давно должны бы быть заменены другими и тогда, вероятно, какой подтопки щепой и хвоей для них бы не потребовалось[3].
Кроме дара действует и вода при посредстве турбины Жирарда сил около 90 на 8½ тысяч куб. фут воздуха. Средний напор воды 20 фут при ходе поршня 5,66 фута и диаметре цилиндра в 5 фут 8 дюймов.
Уголь для доменной плавки идёт преимущественно кучный, которому завод отдаёт предпочтение в виду того, что он может выдержат большее давление, хотя надо заметить, что, по-видимому, завод имел ещё слишком мало практики с печным углем, и организация печного углежжения только ещё начинается. Надо заметить, что на Урале в большинстве случаев, по новости-ли дела, или по недостатку досмотра, уголь в печах выжигается плохо; в домну идёт масса угля недожженного. Почти нигде нельзя было встретить склада угля, где некоторая часть его не представляла бы прямо кусков не вполне обугленного дерева.
Куски такого угля, при ударе о твердый предмет, даже очень сильном, не ломаются. Это обстоятельство заставляет думать, что сравнение кучного и печного угля оставляет ещё многого желать.
Что же касается до заключения, высказанного на заводе, что печной уголь вряд-ли годится для магнитных железняков, то надо заметить, что тут слишком много неизвестных обстоятельству главный вопрос в степени обжига руды и однородности его, затем в качестве угля и проч. Во всяком случае понижение выхода чугуна, на короб, с 10,4 до 6,2, когда сыпь сбавлена с 23 п. только до 18, вряд-ли можно объяснить одним кучным углём. Завод имеет угольных сараев на пять тысяч коробов, остальной уголь хранится на открытом воздухе. Годовой расход угля около 35.000 коробов; [85]размер короба около 5½ куб. арш. (так называемый казенный короб)[4]. Короб угля обходится заводу в 2 р. 58 к. кучный и 1 р. 70 — 1 р. 80 к. печной.
Во время посещения завода ход домны № 2-й, как уже сказано, не был нормальным. За предшествующую неделю суточный выход чугуна был около 1.000 пудов на № 1-м (не доходя до 1.200) и от 500 до 675-ти на № 2-м. Температура дутья изменялась от 620° до 660°, а давление было около 6" на № 1-м и около 4½ на № 2-м. Ни по быстроте плавки, ни по выходу чугуна на короб угля Баранчинский завод не занимает видного места. Особенно это относится до литейного чугуна (для снарядов), для которого угля считать не приходится, а единственная забота состоит в получении чугуна требуемых по условию качеств.
Завод расценивает свой чугун так, что продажную цену передельного считает в 60 к., а литейного 65 (в свинках). Чугун имеет известность на рынке. По сведениям, полученным от завода, Ижорские заводы берут иногда партии до 100.000 п. По условиям поставки снарядов чугун должен быть удельного веса 7,25, а так как домны дают чугун около 7,0 с отступлением как в ту, так и в другую сторону, то уже по одному этому является необходимость переплавки его, что и производится в отражательных печах. Таких печей на заводе две на 525 пуд. каждая. Набойка печей делается из журавлинского кварцевого песку (рудник на тракте из Кушвы в Серебрянку, в 30-ти верстах от последней); печь снабжена двумя соплами для дутья, и чугун часто шихтуется рудой, так как цель плавки — получить менее графитистый чугун. Плавка эта дорога, так как для неё требуются сухие хорошие колотые дрова, которые обходятся по 14 руб. за кубич. сажень. Дров идёт 272 куба на плавку; они подготовляются сушкой в двух особых сушилах. Угар чугуна при плавке доходит до 10% своего веса, а именно 3½ — 4 фунта на пуд. Печь делает девять плавок в неделю, причём получается 1.500 — 1.600 пудов литейного, свиночного чугуна в два дня.
Литейная снабжена мостовым краном и занята, конечно, по преимуществу отливкой снарядов. Одна из главных особенностей этого рода литья состоит в том, что отливка ведется „с сердечником“ по форме пустоты, которая соответствует данному снаряду; сердечник укрепляется в центре и делается из смеси, обыкновенно составляющей секрет каждого завода; это пористая масса, образованная смешением песку, навоза, угольного мусора и др. Чтоб придать нужную форму, её намазывают на железную трубку с дырами; последняя предосторожность необходима в виду того, что без неё массу при отливке сорвало бы с трубки действием развивающихся паров и газов. Лишники ставятся вкось или, по заводской терминологии, „со знаками на косых“. Для сушки этих сердечников есть особое сушило, отдельное от печей для опок.
[86]Механическая мастерская завода не отличается особыми достоинствами: темна и тесна, что представляет, конечно, не малое неудобство для завода, в котором механическая работа должна вестись в больших размерах и должна быть точна при значительной сложности и разнообразии. В этом темном и тесном помещении размещено до 50 станков с узкими и подчас загроможденными проходами.
Перечисление операций, которые проходит снаряд, пока выйдет в готовой форме, даёт некоторое понято сложности и кропотливости этого рода работы.
Производство морских снарядов простых[5] для патронных пушек слагается из следующих операций:
1) Отливка.
2) Отрезка прибылей (на токарном станке) и расточка внутри по шаблону.
Снаряд отливается значительно тяжелее того веса, какой он будет иметь в готовом виде. Отливка ведется головой вниз и потому верхняя часть отливки будет содержать пузыри и вообще по свойствам и однородности не будет годна в дело. Чтоб парализовать это обстоятельство и делается прибыль, т. е. лишняя отливка, которая затем и отрезывается.
Расточка для образования пустоты внутри снаряда, следующая за отрезкой прибылей, совершается по шаблону, как и большинство следующих затем работ.
3) Обточка снаружи цилиндрической части снаряда.
Трудность операции заключается в том, что по условию приёмки не допускается никакого эксцентриситета. Во время обточки делается и то центрирующее утолщение на снаряде, которое вместе с медным пояском служит для направления снаряда при выстреле.
4) Стачивание головы и доведение этим снаряда до определенная веса.
Эта операция делается с проверкой на весах; степень ошибки определяется цифрой, называемой vдопускомъи; это значить, что вес снаряда может колебаться в известных очень тесных пределах, и разность этих пределов, выраженная в золотниках и футах, и есть допуск. Допуск увеличивается с весом снаряда. Привожу таблицу практикуемых допусков.
Доведя снаряд до определенная веса, приступают к следующей за этим операции.
[87]5) Нарезка винта для ввертывания днища. Эти днища стальные; производятся уже не на заводе, а доставляются Мотовилихой.
После ввертывания днища снаряд находится в таком виде, что может уже быть подвергнут пробе на давление накачиванием воды.
Вода накачивается в пустоту снаряда, под давлением 140 атмосфер, и если проба эта выдержана снарядом удовлетворительно, то он поступает в так называемую „черновую“, т. е. предварительную, пpиемкy.
Если снаряд принят[6], то немедленно вслед затем определяется его удельный вес и он поступает в новую операцию.
6) Забивка медного пояса.
Медный пояс и центрирующее утолщение служат для придания снаряду определенного положения в дуле орудия. Медный пояс забивается молотком в соответствующий паз, выбранный по окружности снаряда. Работа эта требует большой снаровки; пояс сильно вытягивается при забивке, например, при 9-ти-дюймовых снарядах общая длина его увеличивается на 1".
7) Обточка медных поясов и чистка снаряда внутри.
После забивки, медный пояс должен быть обточен, чтоб общий диаметр снаряда в этом месте точно отвечал чертежу снаряда или заменяющим чертеж цифровым данным. Допуск при этом очень мал, а именно 0",005. Работа ведется так же при посредстве шаблонов и колец и требует большой аккуратности. Медные пояса, раньше чем поступят в работу, должны быть опробованы под ножом Родмана, о чем будет сказано ниже. Внутри снаряд отчищается наждаком.
8) Внутренняя лакировка снарядов металлизированным лаком и новая ввертка днищ.
9) Наружная окраска черной металлизированной краской.
10) Укупорка.
Все эти работы требуют соответствующих обширных и светлых помещений.
Приемное отделение. Условия пpиeмки так определенны, что, во избежание недоразумений, завод, по словам г-на управителя, старается делать так, чтоб снаряд с большим запасом отвечал всем требованиям приемки, поэтому, хотя чугун должен выдерживать только 1500 атмосфер на 10", но завод делает от 1700 до 2000. Точно также гидравлическая проба требуется на 100 атмосфер — завод доводит её до 140.
Мелкие и крупные калибры несколько различаются по отливке, а именно, для последних чугун берётся более отбеленный, идущий из печи в конце отливки.
Медные пояски, как сказано, испытываются под ножом Родмана. Он состоит из рычага 2-го рода с точкой опоры в одном конце и с грузом на другом. Нож, лезвие которого не прямолинейно, а образует тупой угол, врезывается этим углом в подставляемую пробу под влиянием груза. Чем [88]более врезывается нож, тем длиннее черта им оставляемая на металле. По длине этой черты и судят о достоинстве образца. По условиям приёмки медных поясов, они должны, при грузе в 1000 килограммов, давать черту не длиннее 15-ти миллиметров. На заводе бывает от 12-ти до 14-ти. (Отношение плеч рычага около 2¾ к 38¾).
В заключение надо сказать несколько слов об отношениях завода к рабочим и обратно. С чисто технической точки зрения, эти отношения нельзя назвать нормальными. Рабочие привыкли смотреть на завод, как на источник заработка, обязательно для них существующий. Этот исторически сложившийся взгляд вредит самому делу. По-видимому, предполагается, что казна, во чтобы-то ни стало, должна кормить рабочую силу. На Благодати наняли татар для работ по добыче руды; это вызвало ропот, начались обвинения татар в буйствах, правильный или нет, но имевшие ту подкладку, что „чужих“ нельзя нанимать, хотя, в этом случае, свои требовали цену значительно большую. На Баранчинском заводе (да и не только на нём) дело осложняется ещё на религиозной почве. Есть секта, говорят, довольно распространенная на Урале, это — Субботники. Секта проявляет некоторую сплоченность, и хотя члены её слывут за порядочных рабочих, но в случае отказа от работы одному из них, поднимается глухое недовольство всех. Такая сплоченность не встречает противовеса в большинстве уральского населения, довольно индифферентного к вопросам сектантства, и потому завод часто испытывает ощутительный неудобства такого порядка вещей.