Доброго времени суток уважаемые читатели.
В предыдущих статьях я рассказывал о типах станков первой группы-токарных.
Напомню типов таких станков насчитывается 9:
Три вида полуавтоматических и автоматических токарных станков: одношпиндельные автоматы, много шпиндельные, а также автоматические и полуавтоматические токарные станки специального назначения.
Токарно-револьверные;
Самый распространенный тип токарно-винторезный, наверное, могут представить себе все, даже не зная названия, так как он встречается на любом мало-мальски значимом предприятии, от школьной мастерской, до птицефабрики.
Так же к типу токарно-винторезных относятся лобовые или лоботокарные станки, которые предназначены для обработки больших по диаметру, но коротких по длине деталей. Например, фланцы, кольца, шкивы, заготовки зубчатых колес.
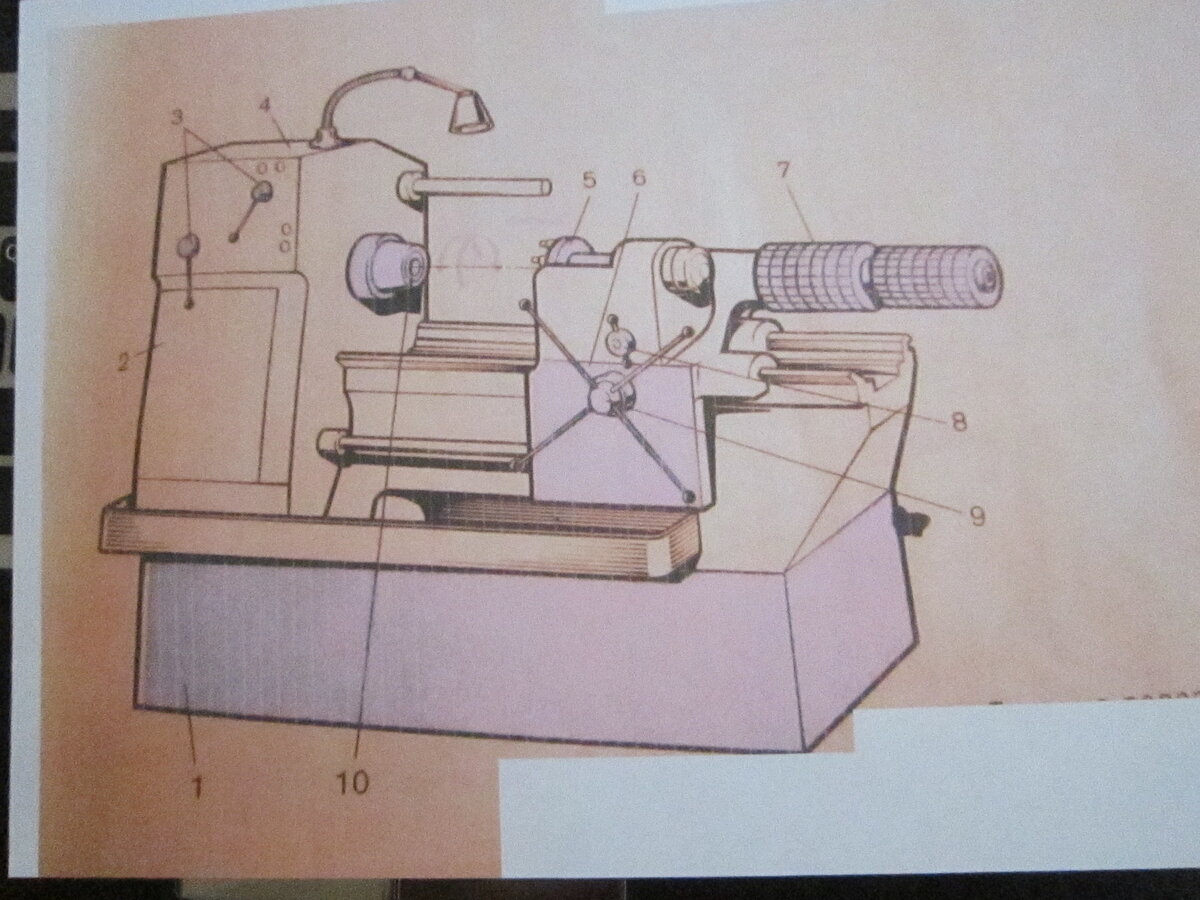
Конструкция такова:
1. Передняя бабка с коробкой скоростей шпинделя.
2. Планшайба для закрепления деталей. (как видим крупно габарит выставлять удобнее было бы на карусельном станке)
3. Резцедержатель
4. Ещё один резцедержатель.
5. Поперечная станина. (главное движение в этом станке поперечное, так как основное предназначение станка вести обработку с торца детали.
Карусельные- с горизонтально расположенной планшайбой, которая и правда похожа на карусель, правда не предназначена для катания людей. На таких станках обрабатывают крупные детали.
Приведенные выше типы станков я рассматривал без систем управления с ЧПУ.
Ссылку на статью с описанием на этот и другие станки я дам в конце.
В этой статье я хочу рассмотреть многорезцовые и копировальные токарные станки;
Специализированные токарные станки;
И разные токарные.
Многорезцовые токарные станки, чем-то сродни токарно-винторезным, только с тем различием, что в работе, при включении рабочей подачи, участвует сразу несколько резцов.
1. Резцы на переднем суппорте предназначены для продольной подачи, стрелками показаны шейки, которые обработал каждый из резцов.
2. Резцы на заднем суппорте, в данной технологической операции, они исполняли поперечную подачу, то есть шла нарезка канавок.
3. Собственно сама деталь.
4. Плита управления передним суппортом.
Таким образом за один, или два рабочих хода получается готовая деталь.
Многорезцовые токарные станки предназначены для высокопроизводительной работы в условиях мелкосерийного, серийного и массового производства. Ведь за один рабочий ход, можно сделать одну деталь.
При этом станина, суппорт, крепление резцовых кареток, должны иметь повышенную жесткость, так как в процессе резания сразу несколькими резцами идет очень большая нагрузка.
1. Передняя бабка с коробкой передач вращения шпинделя, а также коробкой подач.
2. Шпиндель с закрепленным на нем центром с поводком.
3. Передний суппорт.
4. Задний суппорт.
5. Задняя бабка.
6. Основание станка
Многорезцовые станки в наше время все более оснащаются системами с ЧПУ, что дает возможность более быстрой настройки и переналадки такого станка, так как прежде, чем на нем работать, необходимо произвести соответствующую настройку.
Специализированные станки предназначены для выполнения определенных операций.
Ярким примером мне послужили станки для обработки колесных пар. Ещё когда я учился в школе, узнал от отца, что для того что бы изготавливать колесные пары для вагонов поезда, тепловозов, трамваев и другой техники, которая передвигается по железной дороге, так же нужны особые станки.
В процессе эксплуатации железнодорожной техники, колеса периодически нуждаются в восстановлении своей первоначальной цилиндрической формы.
Станки для обточки колесных пар, бывают так же разных типов:
Стационарные;
Устанавливаемые в смотровую яму депо;
А также мобильные.
Стационарные- станки больших габаритов и массы устанавливаются в цехах по ремонту или производству колесных пар.
Выглядит он так:
Станок имеет два суппорта и специальное приспособление для зажатия и центрования детали, то есть колесной пары с обоих сторон.
Как снимают колесную пару с вагона для ремонта, не могу сказать, не железнодорожник. Устанавливают на станок её при помощи цеховой кран-балки, так как деталь довольно увесистая.
Станок обладает достаточной жесткостью и мощностью привода, за смену 8 часов, в зависимости от степени износа колесной пары, токарь может проточить от 2-х до 5-ти деталей.
Станки, устанавливаемые в смотровую яму в депо, где обслуживается подвижной состав, как правило имеют два суппорта, дабы за один рабочий ход, проточить сразу оба колеса.
Преимущество таких станков очевидно в том, что не нужно демонтировать колесную пару с вагона, или электровоза. Транспорт останавливают над станком, поднимают домкратом, при помощи роликового привода, либо приводом для вращения за гайку (шайбу), вращают пару, а резцами ведут проточку.
Однако такие станки имеются не во всех депо, да и в связи с тем, что многие частные фирмы, имеющие в своем владении железную дорогу и подвижной состав, считают не рентабельным содержать депо и такое оборудование, так же бывает создается необходимость проточки колесной пары в далеко от ремонтной мастерской, существуют переносные или мобильные токарные специализированные станки для проточки колесных пар.
Станок имеет один суппорт. Работы по проточке колес производятся также без снятия колесных пар. Подвижной состав поднимают домкратом. Колеса вращают при помощи электродвигателя, который передает вращение паре через фрикцион, посредством контакта с одним из колес.
С другой стороны, происходит снятие нужного количества металла.
Таким образом работы по проточке колес железнодорожных составов, можно вести, что называется в поле, и даже на груженом составе, при наличии нужной грузоподъемности домкратов.
Станок для проточки тормозных дисков так же относиться к специализированному оборудованию профильного назначения.
Тормозные диски, скажу по своему опыту можно протачивать и на обычном токарно-винторезном станке, однако на специализированных СТО всё большей популярностью пользуются именно такие станки, так как процесс выставки детали намного проще, чем на токарно-винторезном.
Бывают стационарные, на них возможна обработка уже снятого тормозного диска.
Напомню или если кто не знал, что проточка тормозных дисков идет в трех поверхностях, которые должны быть параллельны и сделаны за одну установку и никак иначе. Это две поверхности диска, где он работает с колодками и поверхность, где диск прилегает к ступице, иначе проточив с переустановкой, мы получим непараллельные рабочие поверхности, что приведет к биению при торможении.
И мобильные или токарные узлы для проточки тормозных дисков без снятия с автомобиля.
Токарный узел крепиться вместо, либо на тормозной суппорт. Автомобиль поднимается на подъёмнике, снимается колесо. Замеряется диск, его кривизна, если таковая имеется, чтобы понять сколько нужно снимать.
К шпилькам, либо к отверстиям для болтов крепления колеса устанавливается ведущий двигатель, который крутит ступицу с диском.
Плюс такого способа очевиден, не нужно снимать диск, и мы протачиваем только две рабочих поверхности диска, а поверхность, прилегающая к ступице, остается не тронутой.
Однако у всего есть предел и прежде чем протачивать тормозные диски, рабочему следует убедиться в том, что оставшейся толщины будет достаточно для нормальной работы этой детали.
Так же бывают специализированные токарные станки для изготовления коленчатых валов двигателей внутреннего сгорания, распределительных валов механизма распределения газов, токарно-затыловочные и другие, о них я расскажу в следующей статье.