Приветствую наших подписчиков!
Очередной урок для самоучек в сварке. В гаражно-дачных сварочных работах часто приходится делать сварные стыки профильных труб с запилами под 45 градусов. И тут очень часто получается вот такая проблема при стыковке под 90 градусов.
Большие зазоры во внутреннем или внешнем углу. Металл профтрубы тонкий, чуть зазор увеличим и сварка будет гораздо труднее. Или что-то приходится вставлять в такие зазоры и заваривать. А это тоже время гораздо большее, чем сварка по стыку с нормальным минимальным зазором. Даём очередной рабочий совет по решению этой проблемы.
Покажу на профильных трубах размером 40 на 20 мм. Изначально нужно чтобы торцы заготовок были отрезаны ровно под 90 градусов, иначе нормально разметить под 45 будет проблематично. Кстати, вот недавно была статья и видео про этот рез 90 градусов торца трубы болгаркой. Посмотрите для интереса, может не знали эту хитрость. Идем дальше.
Труба у нас 40 на 20 мм, на полке шириной 20 откладываем от торца размер в 40 мм. По этой точке делаем поперечную полке черту.
От этой черты делаем линии к вершине трубы. Всё, сама правильная разметка готова. А вот теперь будет одна хитрость в очерёдности и техники самой резки болгаркой.
Проходим диском по линии на полке в 20 мм. Не прорезаем, а именно надсекаем небольшую бороздку. Но эта борозда не выходит за нашу разметку. Ведём диск радом с разметкой ближе в сторону торца трубы.
И следом ставим диск примерно в положении под 45 градусов и по этой борозде уже делаем полный прорез полки. Почему нельзя сразу под 45 прорезать диском. Можно, но с этой направляющей бороздой в металле гораздо легче и точней будет. Экспериментировал и решил как проще, хотя проверьте для своего опыта.
Сделали прорез на полке в 20 мм, теперь режем остальные полки. Тут можно вести диск прямо по разметке, эти резы точно должны соединиться с первым поперечным. Теория понятна, давайте резать по-настоящему, с искрами, пылью от металла и абразива, громким звуком чтобы весь район знал! Ну чуть пошутил для разгрузки серьёзной темы.
Когда мы уже отрезали ненужную часть трубы , то нужно посмотреть на саму плоскость среза.
Визуально будут видны перепады , разность на обеих полках. Если они есть, то просто сразу подточим диском, чтобы эта плоскость стала ровной. Очень важно увидеть и оперативно убрать все неровности. Бывает из-за одного маленького заусенца будет увеличен зазор стыка. Резка закончена, стыкуем трубы и смотрим на результат.
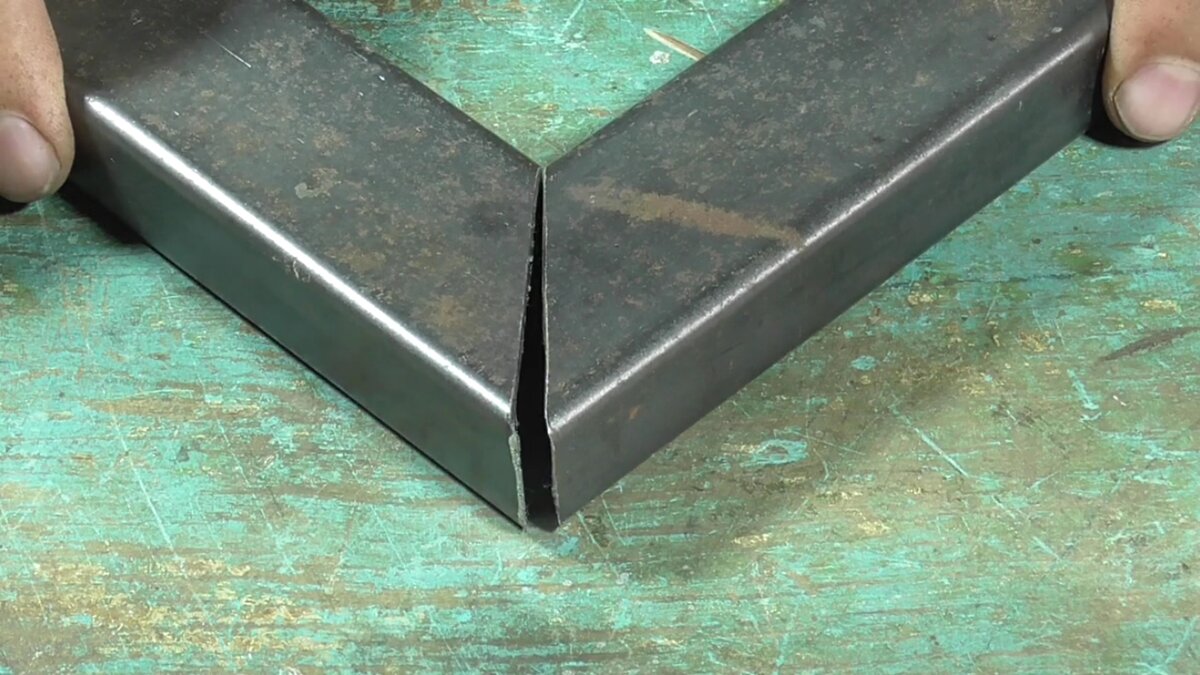
Всё хорошо и ровно. Делаем многократное приближение стыка и посмотрим на зазор. Для сравнения поставлю на зазор стержень электрода диаметром 2.5 мм. Как видите, такой зазор будет удобно заваривать. Так что такой способ разметки и резки даёт вполне хорошие результаты для резки вручную болгаркой.
Друзья, лучшие статьи и видео без рекламы. Наш телеграмм канал Для домашних сварщиков https://t.me/domsvarka