На вопрос: «Какой сварочный полуавтомат лучше инверторный или трансформаторный?» можно ответить по-разному. Можно коротко: «Исходи из потребности!», а можно аргументированно разобраться в плюсах и минусах каждой технологии сварки, и на основе этого анализа принять взвешенное решение.
При всей кажущейся простоте, сварить несколько металлических элементов — целое искусство. Как в каждом другом деле, для его освоения нужно заручиться теоретическими знаниями, практическими навыками и подходящим инструментарием.
Как работает сварочный трансформатор
Первые трансформаторы появились в конце XIX века, когда электричество стало обычным явлением. В начале XX века было обнаружено, что при помощи трансформатора можно управлять процессом дуговой сварки, что и дало импульс к развитию трансформаторных сварочных аппаратов.
Самый простой, если можно так выразиться, прапрадед сварочных трансформаторов представляет собой две обмотки, заключенные в набранный из изолированных металлических пластин сердечник.
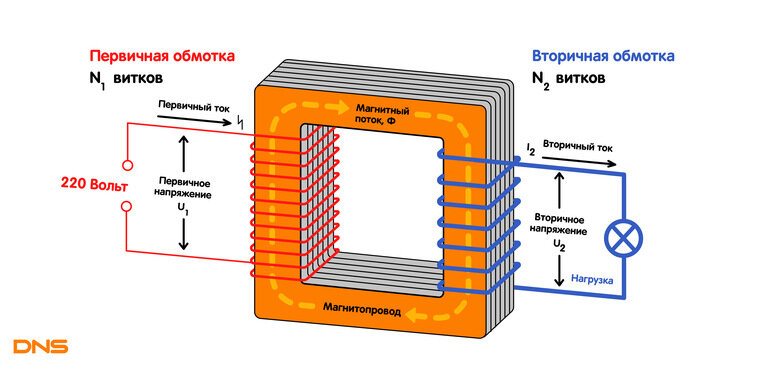
При приложении напряжения на первичную обмотку, по ней начинает протекать ток. Под действием электромагнитной индукции, возникающей в сердечнике трансформатора, электрический ток начинает течь и по виткам вторичной обмотки.
В сварочном трансформаторе число витков вторичной обмотки значительно меньше, чем первичной, а сама обмотка выполнена из проводника большого сечения. В итоге ток, протекающий по вторичной обмотке, имеет значительную величину, достаточную для того, чтобы зажечь и поддерживать горение электрической дуги.
К слову сказать, в 20–30 годы прошлого столетия трансформаторные сварочные аппаратыстали обычным явлением на производстве, а к концу Второй мировой войны их использование переживало настоящий бум. С 30-х по 80-е годы XX века в основе всех сварочных аппаратов лежал трансформатор.
Технологии сварки с помощью трансформатора более 100 лет. Она довольно проста, но за это время отточена практически до совершенства.
Регулирование силы сварочного тока осуществляется по-разному:
- введением в цепь реостата;
- механическим изменением расстояния между первичной и вторичной обмотками;
- изменением зазора в магнитопроводе трансформатора.
Как работает сварочный инвертор
Развитие полупроводниковой техники, ее бурный рост и повсеместное использование открыли новую эру в технологии сварки. Свет увидели инверторные сварочные аппараты.
Принцип действия такого аппарата довольно прост. Питающее напряжение, пройдя через выпрямитель, преобразуется в постоянное. В инверторе обратно трансформируется в переменное, но уже высокой частоты (60–80 кГц). После чего происходит процесс повторного выпрямления напряжения, поскольку сварка постоянным током имеет ряд преимуществ.
Использование сварочных токов высокой частоты позволяет избавиться от «лишнего» трансформаторного железа, позволяя тем самым снизить массу и габариты сварочного аппарата.
Именно частота — основополагающий фактор функционирования инверторного сварочного аппарата. С ее помощью производится регулирование сварочного тока — чем ниже частота, тем меньше выходная мощность, а соответственно и сварочный ток.
На заре становления технологии инверторной сварки не обошлось и без разочарований. Первые серийные образцы были крайне капризны к условиям сварки и не очень надежны. Но со временем улучшение схем и элементной базы позволило устранить большинство слабых мест инверторной технологии.
Трансформатор VS инвертор. Плюсы и минусы
Каждая из технологий сварки имеет свои преимущества и недостатки. Рассмотрим подробно самые значимые.
Надежность
Тема, об которую до сих пор ломаются копья и которая разделила сварщиков на два противоборствующих лагеря. Аргументы «трансформаторщиков» — сварочные трансформаторы совершенствуются вот уже более ста лет. Схемотехника аппарата проста, но, тем не менее, доведена до совершенства. Чтобы «убить» такой аппарат — нужно сильно постараться. А вот инверторные модели этим похвастаться пока не могут. Они еще относительно молоды, им есть куда «расти».
Современные реалии таковы, что последний аргумент разбивается в пух и прах появляющейся новой, более надежной элементной базой и постоянным совершенствованием схем инверторных полуавтоматов.
Многофункциональность
В этом аспекте инвертор на голову переигрывает трансформатор. В инверторном полуавтомате благодаря контроллеру можно настроить любую электрическую переменную. Причем ее значение будет отслеживаться и регулироваться постоянно в течение проведения сварочных работ. А это открывает широкое поле деятельности не только при сваривании черных, но и цветных металлов.
Габариты, вес
Из-за массивного железа, принимающего непосредственное участие в трансформации энергии, идущей на сварку, трансформаторные модели тяжелы и громоздки. Даже самый простой аппарат имеет вес, приближающийся к 20 кг.
На их фоне инверторные модели выгодно выделяются. При сопоставимой мощности — они легки и компактны.
Качество дуги и сварных швов
Качество сварного шва — визитная карточка каждого уважающего себя мастера. Чтобы получить хороший шов, помимо твердой руки, нужно иметь аппарат, который будет удерживать параметры тока на заданной величине. Не секрет, что самые простые трансформаторные модели сильно зависимы от изменения величин питающего напряжения. При его просадках — снижается сварочный ток, и мастеру приходится уменьшать зазор между деталями и электродом, чтобы «удержать» дугу. При резких скачках реакции может и не хватить — при резком возрастании тока зачастую можно получить прожиг заготовок насквозь, особенно при сваривании тонкостенного металла.
К тому же к сварочным трансформаторам, не оборудованным выпрямителем, нужно приноровиться. Дело в том, что сварка переменным током более сложна физически. Она приводит к так называемой «жесткой» дуге, шипению электрода и разбрызгиванию металла по заготовке.
На рисунке: слева — шов, выполненный трансформаторным аппаратом, справа — инвертором.
Работать на трансформаторном сварочном аппарате несколько сложнее. Зато освоив технику сварки, без труда можно «творить чудеса» на инверторе. Обратный переход без привыкания, наработки навыка и определенного «доучивания» невозможен!
Всепогодность
По этому признаку — однозначный фаворит трансформаторный полуавтомат. Дело в том, что напичканные электроникой инверторы боятся влаги и пыли, которые способны вывести из строя плату аппарата.
Сварка в запыленных помещениях, особенно с содержащейся в воздухе металлизированной пылью, не для инвертора!
Еще одно ограничение, накладываемое производителями на инверторные аппараты — использование оборудования для работы в мороз. Виной тому — возможный конденсат, который может образоваться на платах устройства.
Трансформаторным аппаратам все вышеперечисленное нипочем. Они будут работать и в жару и в холод, и даже при повышенной влажности. Единственное чего не стоит делать, так это проводить сварочные работы под дождем! Это опасно!
Продолжительность включения
Как известно, этот параметр характеризует соотношение времени работы аппарата к необходимым для его остывания простоям при максимальных нагрузках. Чем интенсивнее сварочные работы, тем более продолжительные потребуются паузы.
При работе в нагруженных условиях, больше шансов побороться за симпатии потребителей у трансформаторных решений. Если нужно делать много сварных швов не самого лучшего качества, а то и вовсе, просто резать металл, то альтернативы трансформатору нет. Ведь делать то же самое на инверторном аппарате даже звучит кощунственно.
Работа в режиме повышенных нагрузок с большой долей вероятности приведет к выходу из строя электронных компонентов инверторного аппарата.
Сегодня при выборе сварочного полуавтомата большая часть пользователей наверняка отдаст предпочтение инверторному решению. И это не удивительно, ведь де-факто именно инверторные модели являются стандартом в области сварки.

Но сбрасывать со счетов трансформаторные модели все же преждевременно, поскольку для них еще есть определенные ниши, в которых им нет равных. В конце концов, все сводится к конкретным условиям работы и собственному взвешенному решению.