Хонингование давно стало неотъемлемой частью технологического процесса изготовления двигателя. Это сравнительно дешевая и довольно эффективная технология значительно повышает ходимость цилиндров двигателя. Её применение на столько актуально, что зачастую используется и при капитальном ремонте блока. Для этих операций продаются специализированные станки и, казалось бы, все изучено и отлажено, но "Нет предела совершенству" люди продолжают изобретать велосипед новые методы нанесения хонингования. В принципе, это правильно, нужно искать пути для удешевления и облегчения любой операции, но иногда все эти изыскания наталкиваются на полное непонимание процесса. Попытаюсь немного связать теорию с практикой этой операции.
Начнем с шероховатости. Если рассмотреть поверхность металла (даже отполированную в "зеркало") в микроскоп, то мы увидим микро рельеф детали. Именно он, при низком классе шероховатости, не дает получить точный размер, при небольшом смещении измерительного инструмента, его плоскости попадают уже на другие выступы или впадины, и размер искажается.
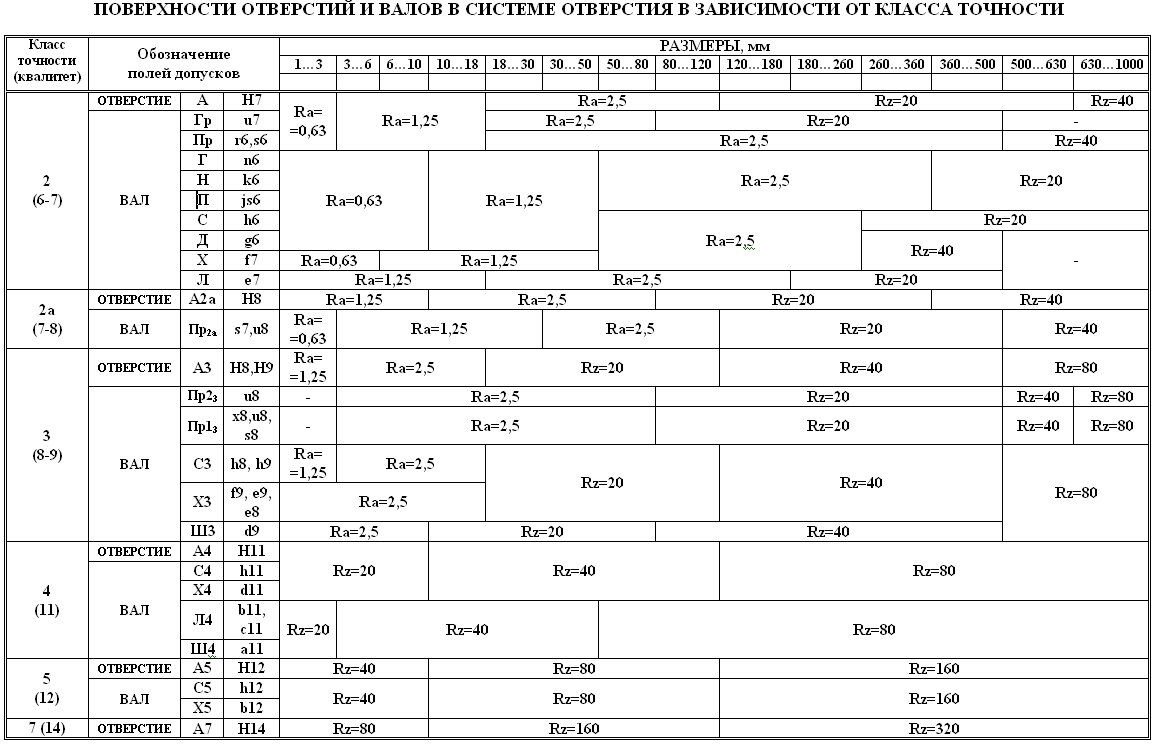
Проблема изучается давно, составлены специальные таблицы соответствия шероховатости и размеров. В принципе, можно даже самостоятельно прикинуть разбег размеров: Например шероховатость Ra 6.3 - характеризуется высотой выступа 0,0063 мм., следовательно разброс высот на плоскости в 2-х соседних точках может достигать 0,0126 мм., а таких плоскостей две... Естественно, ни о каком четвертом квалитете точности (как на блоке цилиндров), говорить в таком случае нельзя.
Для тех, кто плохо представляет разницу в шероховатости предлагаю ознакомиться с "шаблоном для визуального контроля шероховатости" от эрозионного станка. 36-я ячейка - Ra 6,3.
Как видим, точность обработки цилиндров двигателя, должна соответствовать шероховатости Ra 0.8 или ниже, это плохо сопоставимо с тем, что мы видим после хонингования.
Тут тоже все изобретено до нас. Хонингование цилиндров - это частный случай хонингования - плосковершинное хонингование.
На практике это происходит в 2 этапа. Сначала происходит черновая обработка крупным абразивом (цель получить те самые риски), потом мелким абразивом "сшибаем" вершины и выходим на размер, по полученным в результате второй обработки плато.
Конечно, все очень схематично, но принцип думаю ясен. Получается, что мы имеем как бы две шероховатости (по канавкам и по плато), если рассматривать с точки зрения функционала, то гладкую поверхность с нанесенными на нее канавками. Как раз эти канавки при работе двигателя заполняются маслом и снижают трение при ходе поршня.
Как итог:
Хонингование хитрый процесс, в нем мы вместо нанесения канавок на "чистую" поверхность, сначала получаем канавки, а потом уже выводим "чистоту "поверхности. Именно по "чистой" поверхности мы получаем точный размер, а канавки в измерениях не участвуют.
Другие статьи на автомобильную тематику:
Сравниваю двигатели (1.6 л.) Lada и Renault. Точность изготовления.
Масложор веста 1,8 л.. Взгляд изнутри.
Какой двигатель (1.6 л.) Lada лучше? 21129 или H4MK?