Это название для винтовочного обреза настолько въелось в русский язык, что впоследствии закрепилось даже за гладкоствольным ТОЗ-106 - впрочем, он напару с МЦ20-08 был сделан в заводских условиях и "обрезом" был совершенно легальным. Впрочем, самостоятельное обрезание винтовки "под корень" нелегально не только в России - на противоположной стороне земного шара укорачивание ствола и приклада купленной винтовки до габаритов типичного обреза не менее незаконно.
Однако чем уж точно характерно американское законодательство, так это количеством не то что лазеек, а дыр в нем. Например, изготовить обрез из готовой винтовки нельзя - но, взяв новую ствольную коробку (а они тем же "Ремингтоном" поставляются и как запчасти), можно совершенно легально установить на нее короткий ствол и шасси под пистолетную рукоять, получив, в общем-то, точно такой же обрез.
Выглядит этот процесс обычно так.
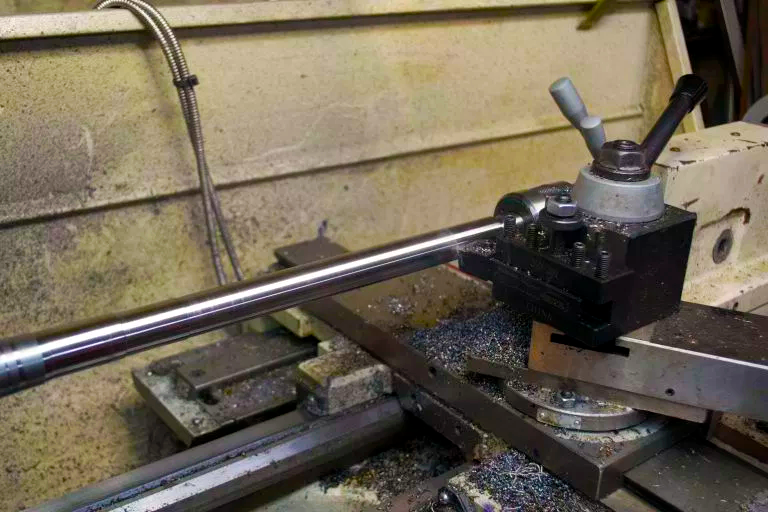
Готовая ствольная заготовка - это, по сути, цилиндрическая болванка с готовым каналом ствола и нарезами. В данном случае ее нужно основательно ободрать по наружному диаметру, нарезать резьбу для крепления в ствольной коробке соосно с каналом ствола. В принципе, в США закон не запрещает резать и готовый ствол - их оборот полностью свободный.
Контур ствола проточен, можно перевернуть заготовку, точно выставить ее и нарезать резьбу.
Поскольку за основу проекта была выбрана ствольная коробка от Remington Model Seven (облегченной версии старого доброго "семисотого), резьба режется соответствующего "ремингтоновскому" стандарту мелкого шага.
Мастер проверяет качество резьбы - ствольная коробка накрутилась легко, но без люфтов? Тогда работу можно продолжить.
Далее с помощью специальной развертки обрабатывается патронник. В данном случае - под 6.5 Creedmoor. Здесь главное - не спешить, станок переключается на минимальные обороты, подается обильная смазка. Кстати, автора, успевшего в свое время под десяток лет проработать за токарным станком, некоторые моменты применяемой американскими оружейниками технологии откровенно позабавили - станок без подачи СОЖ (все-таки с принудительной подачей сульфофрезола прямо в канал такие вещи делать разумнее), быстрозажимные клещи вместо воротка.
Затем ствол переворачивается, выполняется проточка под резьбу дульного тормоза. Нет, заготовку не точили тупым резцом до посинения - это краска: мол, с ней удобнее резать резьбу резцом.
Практически стандартная для США резьба под дульные устройства в подобных калибрах - 5/8 дюйма, с шагом 24 нитки на дюйм.
Ствол практически готов - осталась только финишная отделка, поэтому его пока откладывают в сторону.
Дальше вновь приходится вспомнить особенности амерканского законодательства. У выбранного для сборки алюминиевого шасси сзади есть резьба под трубу телескопического приклада - то есть, в теории, собираемый в мастерской "пистолет" (который по их закону делать для себя можно) может превратиться в "короткоствольную винтовку" - а вот ее делать без получения отдельной лицензии нельзя (впрочем, в некоторых штатах частным лицам нельзя и вовсе). Поэтому шасси отправляется на отрезной станок:
А затем место среза выравнивается фрезой (хотя почему бы не срезать ей алюминий сразу - не каленая сталь же, в конце концов?).
Остается только финишная отделка. Детали отправляются на пескоструйную обработку - удаляется заводское покрытие со ствольной коробки и шасси, поверхность металла текстурируется для лучшей адгезии краски.
В качестве покрытия для этого проекта выбрали Cerakote. В результате довольный заказчик получает вот такое сооружение:
Фото и работа (с) Bill Marr