
Развитие науки и техники, особенно в авиакосмической отрасли, требует создания более легких конструкционных материалов с высоким уровнем механических и эксплуатационных свойств. Среди таких материалов наибольшее применение находят сплавы на основе алюминия. При этом особый интерес представляют высокопрочные алюминиевые сплавы, включающие Al – Zn – Mg – Cu. В эти сплавы дополнительно добавляются (легируются) переходные металлы (цирконий, скандий, гафний и др.), что существенно повышает их ресурсные характеристики и коррозионные свойства.
В настоящее время к наиболее известным и широко применяемым высокопрочным алюминиевым сплавам относятся сплавы В93, В95, В96 и их модификации. В них содержание цинка варьируется от 5,0 до 9,0 %, меди – от 0,5 до 2,5 %, магния – от 1,5 до 3,0 %. Данные сплавы обладают весьма высокими механическими характеристиками. Однако склонность к образованию горячих трещин при литье, повышенная чувствительность к содержанию водорода при горячей деформации значительно затрудняют процессы литья и последующей деформации. Поэтому требуются новые технологии и методы обработки этих материалов.
Одним из них является метод гранулирования сплавов. Он заключается в получении сначала гранул из алюминиевого сплава, а затем изготовлении из этих гранул способом прессования различных полуфабрикатов и изделий. При этом под гранулами понимаются частицы, закристаллизованные при высоких скоростях охлаждения, когда алюминиевый расплав разбрызгивается на быстровращающийся барабан. Метод гранулирования имеет ряд важнейших преимуществ по улучшению структуры, механических свойств и коррозионной стойкости материала. Активное воздействие процесса быстрой кристаллизации гранул на их структурно-фазовое состояние позволяет получать новые материалы, имеющие свойства, недостижимые традиционными способами.
Улучшение коррозионной стойкости быстрозакристаллизованных сплавов обеспечивается за счет использования высокой чистоты основного металла и легирующих компонентов, устраняя влияние металлических примесей и неметаллических включений (флюса). Однако трудоемкость технологических операций при получении таких полуфабрикатов (дегазация гранул, брикетирование, обточка, нагрев и др.), а также низкий коэффициент использования материала являются одной из основных проблем широкого производства изделий из гранул.
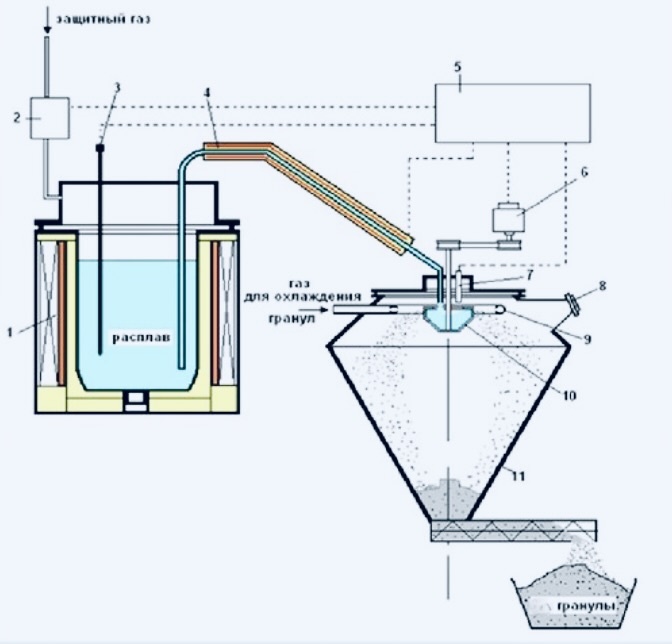
Другая перспективная технология “Osprey-process” или “spray forming” (жидкодинамического компактирования) заключается в распылении металла и дальнейшем получении полуфабрикатов в виде листов, труб или компакта. Струя металла под воздействием газов распыляется, образуя гранулы, которые в твердожидком состоянии вследствие динамического удара соединяются между собой на специальной подложке разных конструкций.
Принцип послойного соединения гранул в твердожидком состоянии заключается в том, чтобы их твердая часть оставалась закристаллизованной с высокими скоростями охлаждения и препятствовала прорастанию в компакт крупных зерен, а доля жидкой части была достаточной для надежного сцепления гранул между собой.
Еще одним перспективным способом быстрой кристаллизации расплава с высокой скоростью охлаждения является метод центробежного литья. Его можно использовать при литье изделий с формой тел вращения. В отличие от жидкодинамического компактирования данный способ основан не на распылении струи расплава на отдельные капли, а на растекании жидкого металла тонким слоем по вращающейся подложке с последующем вовлечением во вращательное движение и формированием плотных кольцевых отливок.
Технологии центробежного литья подразделяются на два вида: с горизонтальной и вертикальной осью вращения.
В условиях центробежного литья благоприятные условия создаются вследствие интенсивного охлаждения свободной внутренней поверхности отливки и хорошего контакта между поверхностью отливки и стенками формы. Вращательное движение жидкого расплава освобождает металл от газовых пузырей и различных неметаллических включений, увеличивая плотность и гомогенность строения отливки. Движение частиц металла в период кристаллизации способствует образованию большого числа центров кристаллизации, затрудняющих рост кристаллов и образование крупнокристаллической структуры.
Основными преимуществами центробежного литья по сравнению с технологией литья в стационарные формы являются:
• высокая плотность материала отливки (отсутствие раковин, неметаллических и шлаковых включений);
• повышенные физико-механические свойства материала отливки в прилегающей к наружной поверхности зоне;
• возможность производить отливки из различных металлов и сплавов;
• относительно простое оборудование и небольшие производственные площади;
• высокая производительность;
• повышенный выход годного продукта;
• получение тонкостенных отливок из сплавов с низкой текучестью.
В Институте металлургии и материаловедения им. А.А. Байкова Российской академии наук (ИМЕТ РАН) многие годы ведутся научные исследования по влиянию центробежного литья алюминиевых сплавов на механические и эксплуатационные свойства этих материалов. Для изготовления кольцевых заготовок была разработана новая технология, основанная на методе вертикального центробежного литья. Основные этапы данной технологии приведены на рисунке.
Новая технология получения кольцевых заготовок с повышенными свойствами включает в себя следующие основные технологические операции:
1) расплав металла в печи;
2) запуск центробежной машины и заливку металла в изложницу;
3) остановка машины и охлаждение изложницы;
4) извлечение кольцевой заготовки и ее гомогенизация в термической печи;
5) механическая обработка заготовки;
6) приемка заготовки ОТК.
Для получения кольцевых отливок в ИМЕТ РАН используют 2 вертикальные центробежные литьевые машины. Первая позволяет отливать алюминиевые кольца весом до 11 кг и диаметром до 350 мм, а вторая – весом до 300 кг и диаметром до 1500 мм.
При центробежном литье отвод тепла от кристаллизующегося металла происходит через стенку изложницы в одну сторону, а постоянная подпитка жидким металлом идет за счет центробежной силы. При первоначальном контакте жидкого сплава с холодной стенкой изложницы происходит быстрое затвердевание тонкой корочки металла и в дальнейшем теплота затвердевания отбирается от расплава через утолщающийся твердый слой.
При этом скорость продвижения фронта кристаллизации постоянно уменьшается. Жидкая часть сплава непрерывно перемешивается, кроме того, идет охлаждение и внутренней поверхности отливки инертном газом. В результате весь объем жидкого сплава имеет жидко-твердое состояние, аналогичное переходной области при литье слитков методом непрерывного литья в водоохлаждаемый кристаллизатор. Вид кольцевых заготовок, получаемых центробежным литьем, приведен ниже.
Как показывают исследования, центробежное литье на 15-30% улучшает характеристики алюминиевых сплавов, поэтому данный метод может стать перспективным направлением производства различных алюминиевых заготовок и изделий, требующих высокой надежности, повышенных механических свойств и минимальной их анизотропии. Подробнее на: https://sl-alloys.ru