В статье: обзор конструкций печатающих головок для 3D и 2D струйной печати по различным технологиям струйной печати (Jet printing)
Введение
Принципы и методы струйной 2D-печати используются и в 3D-печати – струйное нанесение связующего на порошок (Binder Jetting - BJ) и струйное нанесение материала (Material Jetting - MJ). В 3D-принтерах используются как стандартные головки от 2D-принтера, специальные головки, аналогичные головка 2D-принтеров, так и специальные головки, в 2D-печати неприменимые.
В связи с этим рассматривать головки для 3D-печати отдельно от головок для 2D-печати не имеет смысла.
В статье будут рассмотрены все существующие технологии струйного нанесения, с указанием их применимости для 2D и 3D печати.

Классификация технологий струйного нанесения
Струйная печать делится на две основные группы технологий – непрерывная струйная печать (CIJ – continues InkJet) и печать по требованию (дословно – Drop-on-Demand (DoD) – «капля по требованию»), отечественной терминологии не сложилось, используется следующие термины - прерывистая печать, импульсная печать .
В случае непрерывной струйной печати печатающая головка генерирует непрерывную струю из капель, которая отклоняется электростатическим полем. Когда печать не нужна – струя отклоняется в специальный приемник чернил, когда нужно напечатать изображение – не отклоняется.
Достоинства непрерывной струйной печати – высокая производительность принтеров. Непрерывная струйная печать востребована в профессиональном оборудовании для печати на рулонных материалах, в том числе пленки, ткани и т.п., а также для нанесения маркировки, дате выпуска и пр. на товарах прямо на конвейере.
В случае «печати по требованию» печатающая головка выдает капли чернил только в момент печати изображения. Все офисный и бытовые струнники относятся к этой категории. Но печать по требованию так же используется в промышленном и профессиональном оборудовании, например в маркираторах, широкоформатных плоттерах, УФ-принтерах. В 3D-печати все серийные 3D-принтеры используют только эту технологию.
Непрерывная струйная печать
По способу инициации струи непрерывная струйная печать делится на печать с пьезоинициированием, печать с магнитострикционным инициированием, печать с термоинициированием.
В первом случае чернила в головку подаются под небольшим давлением, напротив сопла головки располагают пьезовибратор, который выталкивает чернила из сопла и разбивает струю на отдельные капли. Это самый распространенный способ.
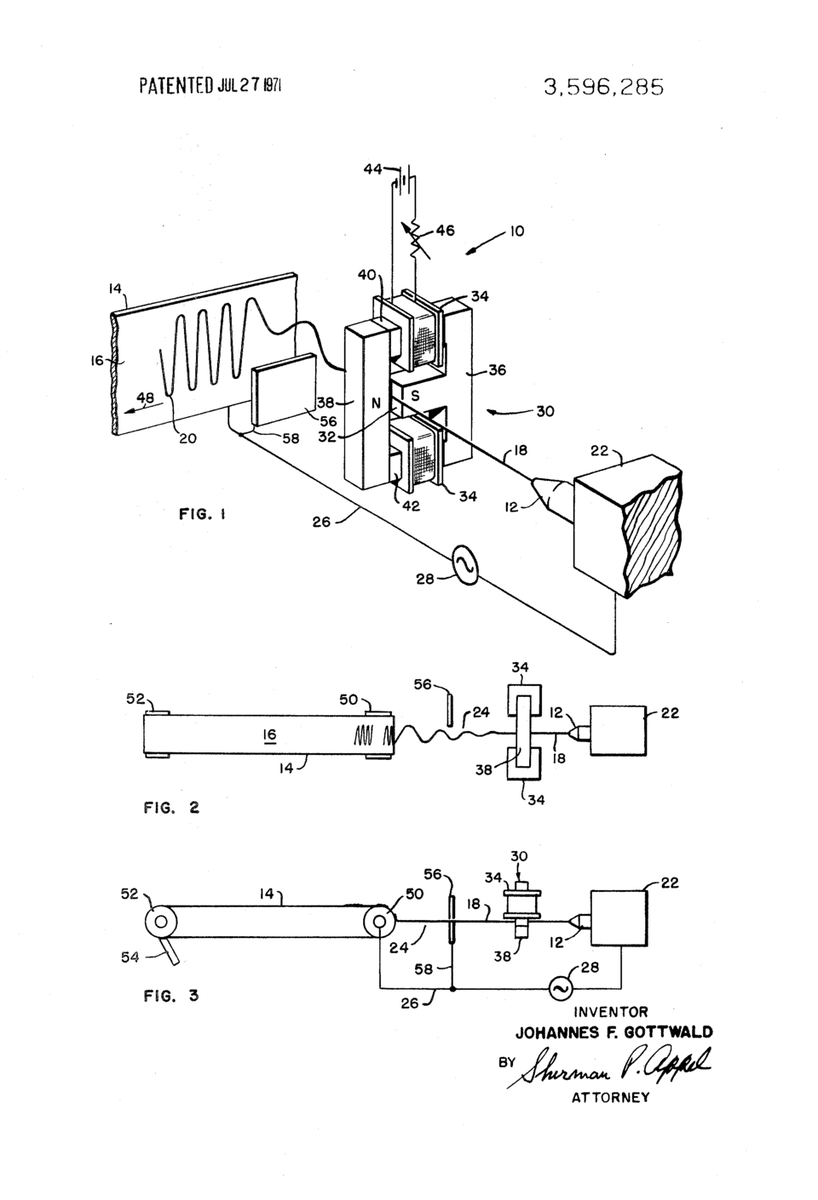
В случае печати с магнитострикционный инициированием в качестве вибратора используется магнитострикционный вибратор, что позволяет использовать головку для печати высокотемпературными жидкостями – расплавами металлов. Такой тип головок имеет смысл использовать только в 3D-печати, опыты с такими головками проводились в конце XX-началеXXI века, но не увенчались успехом. Вместо магнитострикционного вибратора вполне можно использовать и пьезовибратор, если обеспечить качественное охлаждение. О подобных системах я писал здесь.
Основной недостаток пьезоиницирования – вибрация, которая может передаваться на соседние головки и нарушать процесс печати. Этого недостатка лишена непрерывная струйная печать с термоинициированием. При нагреве чернил снижается их вязкость и поверхностное натяжение. В головке непрерывной струйной печати с термоинициированием чернила подаются с под небольшим давлением, таким, чтобы холодные чернила удерживались в сопле под действием сил поверхностного натяжения. При нагреве чернил в сопле они перестают удерживается и вытекают в виде капли, и в сопло попадает новая порция ненагретых чернил. Технология непрерывной струйной печати с термоинициированием используется только фирмой Kodak.
Для печати непрерывная струя чернильных капель направляется либо на поверхность для печати изображения, либо отклоняется в специальный лоток для сбора «лишних» чернил. Отклонение – только электростатическое – струя заряжается при выходе из головки и пролетает через электроды, на которые подается высокое напряжение. Теоретически возможно электромагнитное управление для чернил с феромагнитными частицами и электродинамическое для электропроводящих чернил – но такие системы существуют только в виде давно просроченных патентов.
По способу управления струей можно выделить двухпозиционное управления и модулируемое управление. В первом случае на электроды либо подается напряжение, которое отклоняет струю в лоток, либо не подается – и струя попадается на поверхность. Во втором случае – напряжение на отклоняющих электродах меняется таким образом, чтобы струю можно было отклонить – это позволяет одним соплом напечатать целую вертикальную черту, а также печатать в оттенках серого или при наличии трех и более головок – полноцветное изображение. При использовании двух пар электродов возможно отклонение струи по двум осям и печать с одного сопла растрового изображения большой площади.
Печать по требованию (импульсная струйная печать)
Струйная пьезопечать
При импульсной пьезопечати капля чернил из сопла выталкивается при помощи давления, создаваемого пьезоэлементом, причем сигнал на пьезоэлемент подается только в момент печати.
Выделяют четыре основных конструкции печатающих пьезоголовок – Squeeze, Push, Bend и Shear. Дословно – сжимающие, толкающие, сгибающие и срезающие. Русскоязычная терминология отсутствует.
«Squeeze» или «Squeeze tube» пьезоголовка представляет собой трубочку из пьезоэлемента. При подаче сигнала трубочка сжимается и выталкивает чернила из сопла. Основной недостаток таких головок – сложность изготовления многосопельных систем. Достоинство – возможность дозировать вязкие и клейкие вещества, например, расплав воска. Такие головки используются в 2D-принтерах, в различных промышленных дозаторах клея, флюса и т.п. В 3D-печати они используются в принтерах для струйной печати воском, например, Colidscape.
Основными производителями принтеров по такой технологии являются Siemens и Gould.
В «Push» пьезоголовке пьезоэлемент располагается прямо напротив сопла. При подаче сигнала он удлиняется и выталкивает каплю чернил из сопла. Основные производители – Epson и Trident.
В «Bend» пьезоголовке пьезоэлемент располагается в стенке канала, подводящем чернила к соплу. При подаче сигнала он изгибается внутрь канала и выталкивает каплю чернил из сопла. Основные производители – Epson, Sharp и Tektronix.
Недостатки «Push» и «Bend» - сложности в изготовлении многосопельных систем. Для устранения этого недостатка были разработаны пьезоголовки «Shear».
«Shear» пьезоголовка представляет собой две длинных пластинки из пьезокристала, соединенных вместе. В пластинках вытравливаются каналы, так, чтобы получилась «гребенка», пластинки соединяются таким образом, чтобы «гребни» противоположных пластин соприкасались, а впадины образовывали ряд полостей. Схема управления дозированием – очень сложная. На две пары соседних гребней подаются противофазные сигналы таким образом, чтобы они вначале отклонились «наружу» относительно канала – при этом в канал засасывается чернила, потом – чтобы они отклонились внутрь канала, при этом выбрасывается капля чернил через сопло. Такая конструкция упрощает изготовление целой линейки сопел многосопельной печатающей головки.
Головки такой конструкции позволяют печатать очень вязкими материалами. Все 3D-принтеры, печатающие фотополимерном по технологии MJ, и почти все 3D-принтеры, печатающие связующем на органической основе по технологии BJ используют головки типа «Shear». Одна из самых «авторитетных» производителей таких головок – фирма Xaar. В 3D-принтерах используются как стандартные головки для 2D-принтеров, так и головки специальной разработки, в частности уже упомянутая Xaar разрабатывала печатающие головки для 3D-принтеров по технологии SAF
Кроме вышеперечисленного все головки делятся по способу подачи чернил на тупиковую подачу чернил (англ. End shooter/single ended) и циркуляционную подачу чернил (англ. Recirculating/through flow)
При тупиковой подаче чернила подаются непосредственно к соплу, что может привести к засорению сопла, особенно при использовании пигментных чернил. При циркуляционной подаче чернил сопла соединяются с коллектором, через который постоянно циркулируют чернила. При этом риск засорения сопел – минимальный, т.к. чернила постоянно находятся в движении и выпадение пигмента в осадок невозможно.
Все бытовые и полупрофессиональные 2D-принтеры со сменными картриджами используют тупиковую подачу чернил. Циркуляционная подача чернил используется в профессиональном оборудовании, в частности все печатающие головки «Shear» конструктивно рассчитаны на циркуляционную подачу чернил. В 3D-принтерах с пьезоголовками используется циркуляционная подача материала или биндера, за исключением 3D-принтеров для печати воском, в которых может использоваться головки Squeeze tube с тупиковой подачей расплава воска.
Струйная термопечать
При импульсной струйной термопечати чернила нагреваются небольшим резистивным нагревателем до температуры кипения. При этом образуется пузырек пара, который выталкивает каплю чернил через сопло.
По конструкции нагреватель может располагаться сбоку прямо у сопла (Bubble Jet или Side-shooter) или внутри напротив сопла (Thermal Inkjet или Roof-Shooter). Боковое расположение нагревателя используется фирмами Cannon и Xerox, расположение напротив сопла – HP, Olivetti и Lexmark.
Струйная термопечать используются только в бытовых и офисных 2D-принтерах, включая крупноформатные плоттеры и не используется в профессиональном оборудовании.
Достоинства струйной термопечати – дешевизна оборудования, что позволяет делать сменные картриджи в виде законченного изделия – емкости для чернил вместе с нагревателями и соплами. Для сравнения – в струйной пьезопечати катридж представляет собой только емкость для чернил.
Теоретически термопечать возможна любым материалом, содержащим кипящие компоненты – как на водной, так и на неводной основе, практически этот вид печати используется только для чернил на водной основе. Опыты по 3D-печати с использованием картриджей HP, заправленный фотополимером, показали, что они принципиально работоспособны при подогреве фотополимера до 60 градусов Цельсия (для снижения вязкости фотополимера), но дальше отдельных опытов дело не пошло - в фотополимерной 3D-печати по технологии MJ сейчас используются только пьезоголовки.
В 3D-печати термопечать используют в технологиях BJ для нанесения связующего на водной основе (вода, чернила, растворы декстрозы, коллоидный раствор оксида кремния и т.п.) на порошок (гипс, целлюлоза, керамический порошок), а так же в принтерах по технологии MJF (Multi Jet Fusion) для нанесения жидкой маски на порошок. Обычно в таких 3D-принтерах используют стандартные картриджи HP для 2D-принтеров.
Соленоидная (клапанная) струйная печать (Valvejet)
По этой технологии печатающая головка представляет собой сопло, закрытое игольчатым или шариковым клапаном, управляемым электромагнитом (соленоидом), в печатающую головку чернила подаются под давлением.
Такую печать иногда называют каплеструйной.
Печатающая головка может состоять из одной или нескольких сопел. Такая технология используется в основном в каплеструйных маркираторах для маркировки продукции на конвейере.
Игольчатая (плунжерная) струйная печать
По этой технологии для подачи чернил используются длинный поршень («иголка», плунжер), который перемещается по узкому каналу и управляется электромагнитом. При ходя «назад» плунжера з чернила поступают в канал, при ходе «вперед» - плунжер выдавливает чернила через сопло. Достоинства таких печатающих головок – возможность дозирования вязких веществ – клея, паяльной маски, флюса, паяльной пасты, расплава мягкого припоя. Такие головки специально разрабатывались для промышленного оборудования и для 2D-печати не используются. Иногда применяются в опытных образцах 3D-принтеров.
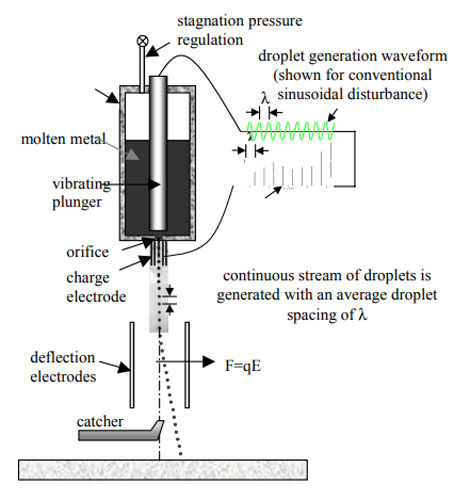
В качестве варианта такой печати можно рассматривать Impact-Driven Drop-on-Demand Printing – технологию 3D-печати расплавленным металлом.
В ней вместо тонкой иглы-плунжера используется плунжер сравнительно большой площади, но принцип остается таким же - капля расплавленного металла выталкивается плунжером-поршнем.
Акустическая струйная печать
Основным недостатком всех перечисленных выше типов печати является воздействие чернил на стенки сопла. Чернила, даже без пигментов, при выбросе под давлением, разрушают стенки сопла, их приходится делать из износостойкого материла, что удорожает их производство. Второй недостаток – размер капли соизмерим с размером сопла и для увеличения качества печати необходимо уменьшать размеры сопла.
Акустическая струйная печать лишена указанных недостатков. Используется сопло размера намного больше размера капли, напротив сопла располагается акустическая линза, которая фокусирует звуковые колебания от пьезоэлемента в середине сопла. Под воздействием звуковых колебаний образуется небольшая капля чернил. «Многосопельная» головка по этой технологии может быть выполнена в виде длиной прорези, напротив которой располагается ряд пьезоизлучателей и акустических линз.
Электростатическая струйная печать
Еще один вид печати, при котором диаметр капли меньше диаметра сопла.
При этом виде печати между поверхностью и печатающей головкой создается высокая разность потенциалов, и заряженная капля чернил вырывается из сопла и притягивается к печатаемой поверхности.
Данный вид печати в основном используется в промышленности в некоторых технологических цепочках.
Струйная печать с пневноуправлением (Pneumatic Drop-on-Demand Printing)
Используется только в экспериментальных 3D-принтерах для печати расплавами металлов, до практического применения далеко.
Принцип действия основан на импульсной подаче в герметичный тигель с расплавом металла сжатого инертного газа с импульсным стравливанием давления (подача газа, скачок давления – стравливание газа, сброс давления). Для формирования правильной капельной струи одновременно подается инертный газ в зону сопла (импульсно или непрерывно)
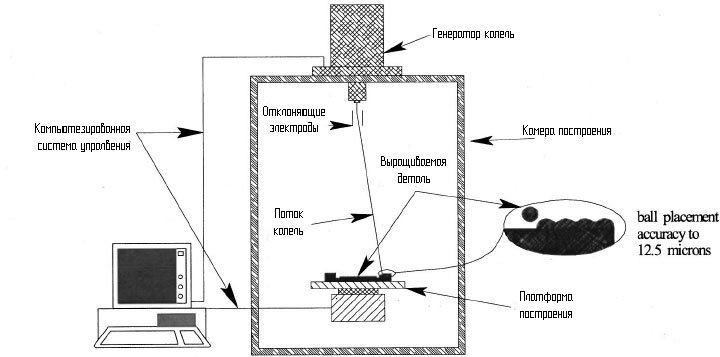
Электродинамическая струйная печать (magnetojet, Magnetohydrodynamic Drop-on-Demand Printing)
Принцип действия основан на удержании и выбросе через сопло переменным магнитным полем расплава металла. Конкретные параметры и особенности конструкции держатся в секрете.
Технология magnetojet используется в 3D-принтерах, о которых я писал здесь.
Заключение
Если в области 2D-печати струйные технологии достигли своего совершенства и вряд ли мы увидим что-то новое, то в области 3D-печати и в области промышленного точного дозирования материалов – все еще только начинается. Фирма Scrona выпускает машины с электростатическими струйными головками для электронной промышленности, в электронной промышленности намечается тенденция замены DIW-дозаторов на струйные системы.
В области 3D-печати следует ждать развития в области изготовления металлических и керамических изделий по технологиям MJ, а прямая печать литейных форм по технологии BJ из экзотики становится обыденностью.
Так же не следует забывать о иных способах формирования капель, например, лазерно-индуцированная струйная печать:
Понятно, что эти методы только в стадии изучения, но кто знает, может лет через 10 они будут внедрены в какие-либо устройства.