Металлообработка резанием — основа современного промышленного производства. Несмотря на длительное существование технологии, ее принцип остается неизменным: удаление излишков материала с заготовки для достижения заданных формы, размера и чистоты поверхности.

Определение
Точение представляет собой один из ключевых методов механической обработки металлов путем снятия слоя материала с заготовки, обеспечивая необходимые геометрические параметры и качество поверхности изделия.
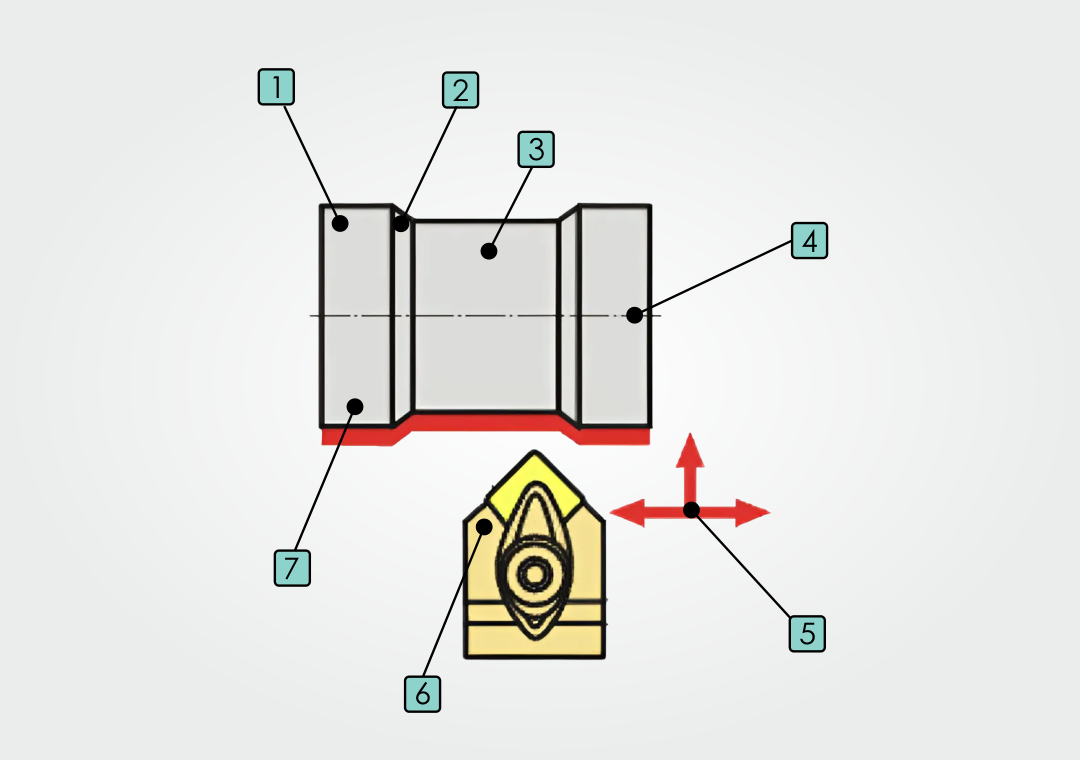
Основные элементы процесса включают:
1. Обрабатываемую поверхность — исходную поверхность заготовки перед началом операции.
2. Поверхность резания — рабочую зону контакта инструмента с материалом.
3. Обработанную поверхность — конечный результат после завершения операции.
4. Ось вращения заготовки, определяющую направление главного движения.
5. Продольное и поперечное перемещение (подача), обеспечивающие требуемые размеры и точность обработки.
6. Резец — основной инструмент, непосредственно выполняющий операцию.
7. Заготовку — обрабатываемый объект, различающийся материалами и свойствами.
При выборе метода обработки важно учитывать специфику каждого материала. Так, различные сплавы требуют индивидуального подхода к выбору инструментов и технологических решений. Например, несоблюдение правил подготовки инструмента при работе с легированными сталями приведет к быстрому износу режущего элемента.
Основные этапы обработки
Процесс состоит из нескольких этапов:
- Закрепление заготовки в патроне или между центрами.
- Подбор оптимальных параметров резания исходя из требований задания.
- Проверка надежности фиксации и правильности установки заготовки.
- Начало резки с первой точки соприкосновения.
- Непрерывный контроль габаритов обработанной детали инструментами измерения (штангенциркуль, микрометр).
Необходимо помнить, что каждый случай индивидуален: диаметр заготовки может варьироваться от долей миллиметра до десятков метров, соответственно изменяется и применяемое оборудование.
Типы оборудования
Современное оборудование для токарной обработки классифицируется следующим образом:
- Универсальные (токарно-винторезные) — широко распространены благодаря возможности выполнения широкого спектра задач. Классическими примерами являются советские модели 16К20 и 16К30.
- Станки с числовым программным управлением (ЧПУ) — автоматическое управление обеспечивает высокую производительность и точное выполнение сложных операций на промышленных предприятиях.
- Автоматы швейцарского типа — специализированные высокоточные машины, предназначенные для обработки миниатюрных и длинномерных деталей с высокой степенью точности.
Кроме перечисленного, существуют специализированные устройства, такие как карусельные, лобовые и револьверные станки, используемые для особых видов обработки.
Формулы расчета режимов резания
Выбор скорости подачи, глубины резания и типа инструмента определяется материалом заготовки и качеством готовой поверхности. Эти параметры тесно связаны с характеристиками станка и свойствами самого материала — твердостью, вязкостью, хрупкостью, склонностью к нагреву и износу. Для ЧПУ-программирования применяются расчетные формулы, позволяющие выбрать режимы обработки исходя из физико-механических свойств заготовок. Под каждый конкретный случай изготавливаются специализированные режущие пластины. Расчет предварительных значений производится строго регламентированными методами, но наиболее точные данные получают экспериментально на испытательных стендах.
Ранее мы уже подробно разбирали правила подбора режущих пластин в зависимости от типа обрабатываемого материала. Сегодня же сосредоточимся именно на математическом подходе к определению важнейших технологических параметров, таких как скорость резания, частота вращения шпинделя и другие значимые аспекты обработки с помощью формул.
Скорость резания и частота вращения шпинделя
Скорость резания (Vc) — линейная скорость движения вершины режущего инструмента относительно заготовки. Определяется диаметром обработки (Dm) и частотой вращения шпинделя (n):
Vc = π × Dm × n / 1000, м/мин
Отсюда частота вращения шпинделя (n) рассчитывается следующим образом:
n = Vc × 1000 / π × Dm, мм
Время обработки, скорость съема материала и потребляемая мощность
Время обработки (Tc) — промежуток времени, необходимый для полного удаления слоя материала с заданной точностью и шероховатостью. Вычисляется исходя из длины хода инструмента (lm), подачи на оборот (fn) и частоты вращения шпинделя:
Tc = lm / (fn × n), мин
Скорость съема материала (Q) — это показатель объема материала, удаленного инструментом за одну минуту в процессе обработки. Равен произведению скорости резания, глубины резания (ap) и подачи на оборот:
Q = Vc × ap × fn, см3/мин
Расходуемая мощность (Pc) — энергия, необходимая для поддержания режима резания. Находится по следующей формуле:
Pc = vc × ap × fn × kc / (60 × 10^3), кВт
где kc — удельное усилие резания (Н/мм2), характеризующее сопротивление материала срезу.
Таким образом, имея исходные параметры процесса, можно точно рассчитать важные технологические величины для эффективной эксплуатации металлообрабатывающих станков.
Заключение
Мы надеемся, что изложенная информация позволит вам грамотно организовать производственный процесс, подобрать самое подходящее оборудование и инструменты, минимизировать расходы и добиться безупречного качества ваших изделий.
Главные выводы:
- Выбор режимов обработки резанием зависит от множества факторов: характеристик материала, типа оборудования и требований к готовому изделию.
- Важнейшими параметрами являются скорость резания, глубина врезания, подача и частота вращения шпинделя, рассчитываемые специальными формулами.
- Современное оборудование, особенно оснащенное системами ЧПУ, позволяет значительно повысить производительность и точность обработки.
- Правильный подбор режущих инструментов и режимных параметров снижает износ оснастки и повышает экономичность производства.
Помните, правильный подход к расчету режимов — это ключ к успеху любого предприятия, работающего с металлом. Желаем успехов в профессиональной деятельности!
Если у вас возникли дополнительные вопросы или необходима помощь в подборе оптимального решения, наши специалисты готовы провести подробную консультацию и предложить наилучшие варианты оснащения вашего предприятия. Свяжитесь с нами удобным способом, с помощью контактов, указанных на сайте.