«Методы менеджмента качества», август 2024.
Рубрика: Приоритетные методы улучшений.
Авторы: Рыжков М.Б., Чуклина Е.В.

О методе
Получать стабильно хорошее качество продукции возможно только при стабильном техпроцессе, с «запасом» удовлетворяющем требованиям допуска. Система статистического анализа техпроцессов и оборудования Attestator дает возможность проводить оценку стабильности процессов, основанную на методах SPC (Статистическое управление процессами) и MSA (Анализ измерительных систем). Целенаправленно и своевременно принятые на основе оценки меры позволяют улучшить состояние техпроцессов, снизить потери и повысить качество продукции, а также предоставить потребителю свидетельства системной работы по постоянным улучшениям в соответствии с требованиями ISO серии 9000 и IATF 16949.
Выгоды от применения
Система выполняет роль «цифрового ассистента» службы качества, метрологической и технологической служб:
⦁ облегчает обработку и анализ данных;
⦁ автоматически рассчитывает основные характеристики, установленные в методиках SPC и MSA;
⦁ исследует зависимости между параметрами процесса;
⦁ выявляет признаки влияния особых причин, ухудшающих характеристики процесса.
Алгоритм стандартного анализа SPC уже заложен в систему, поэтому специальная настройка или программирование не требуются. Достаточно корректно вносить нужные данные в соответствующие поля и иметь базовые знания по статистическому управлению процессами.
Проблема
На предприятии-изготовителе автомобильных комплектующих анализ уровня несоответствий готовой продукции проводился эпизодически после отдельных операций. Оценивались потери от дефектности.
В производстве шестерен значительную проблему составляли отклонения от допуска по параметру «Диаметр отверстия». При ширине допуска 14 мкм (от 47,0 до 47,014 мм) наблюдалось как завышение, так и занижение параметра с совокупным уровнем несоответствий около 8% и ежемесячными убытками от внутренней дефектности 390 000 руб., не считая рекламаций.
Решение
На выходном контроле была взята достаточно представительная выборка (300 деталей), и данные проанализированы с помощью гистограммы (рис. 1).
Форма гистограммы и ее положение относительно допуска способны дать необходимую информацию о процессе. Значения большинства параметров распределены по нормальному закону, то есть форма гистограммы должна быть похожа на «колокольчик», или кривую Гаусса. Но в данном случае в центре гистограммы вместо возвышения наблюдается провал, что служит одним из признаков расслоения данных — ситуации, когда из-за разницы производственных условий имеет место не единый процесс, а несколько так называемых потоков процесса с отличающимися характеристиками.
Анализ процесса показал, что наиболее вероятная причина расслоения — параллельное выполнение операции на двух станках. Хотя они используют заготовки из одного потока, сами станки несколько отличаются по конструкции, процедурам настройки и обслуживаются разными операторами.
Стандартных функций электронных таблиц, которые использовались до этого момента, было уже недостаточно для поиска решения. Те же данные были проанализированы с помощью системы Attestator (рис. 2).
Гистограммы подтверждают гипотезу — каждый поток процесса имеет собственные характеристики: среднее значение и стандартное отклонение. Обе гистограммы имеют нормальное распределение, значит, мы можем сделать оценку уровня несоответствий процесса, не прибегая к контролю всей продукции. Уровень несоответствий по станкам составил 2,2% и 5,8%, простым сдвигом настройки к центру допуска удалось снизить его до 0,03—0,05% (индексы Pp/Ppk около 1,2). Такой уровень качества тоже далек от идеала, для его улучшения потребовалось снижение разброса процесса (сигмы).
Результаты
Были внесены изменения в процедуру настройки обоих станков, предусматривающие соответствие среднего значения процесса центру допуска. На основе анализа с использованием диаграммы Исикавы выявлены ключевые факторы изменчивости процесса (параметры режущего инструмента, люфты в оборудовании, погрешности измерений и др.) и выполнен ряд улучшений:
⦁ пересмотрен порядок техобслуживания станков, установки оснастки;
⦁ улучшена измерительная система (сходимость и воспроизводимость);
⦁ введено использование карт регулирования процесса, снижающих отклонения от уровня настройки.
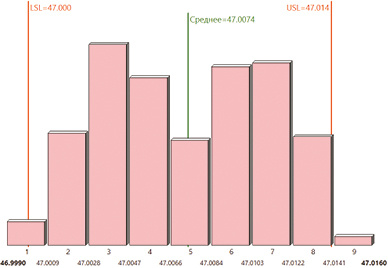
Улучшения позволили устранить расслоение процесса, данные от обоих станков имеют практически одинаковое среднее, форма распределения соответствует ожидаемой (рис. 3). Удалось добиться стабильности процесса и уменьшить разброс, уровень несоответствий снизился до 100 ppm (0,01%). Потери сократились с 390 000 руб. до 500 руб. в месяц (в 780 раз!). Рекламации по этому параметру продукции прекратились.
***
РИА «Стандарты и качество» #СТандартыиКачество
По вопросам подписки обращайтесь по тел. +7 (495) 771-66-52, пишите на e-mail: podpiska@mirQ.ru или оставляйте заявку на нашем сайте https://ria-stk.ru
Присоединяйтесь к сообществам издательства «Стандарты и качество»: Telegram: https://t.me/riastk, VK: https://vk.com/ria_stk.