Качество изделий машиностроения определяется совокупностью свойств материалов, размерных и силовых параметров. Эта совокупность определяется в процессе проектирования машины и реализуется процессом ее изготовления.
Размерные параметры качества изделия описывают требуемое по служебному назначению изделия относительное положение и движение его исполнительных поверхностей. Требуемое относительное положение может характеризоваться тремя расстояниями и тремя поворотами в относительном положении координатных систем, построенных на ее исполнительных поверхностях. Требуемое относительное движение характеризуется параметрами траектории и допустимыми отклонениями действительной траектории от расчетной.
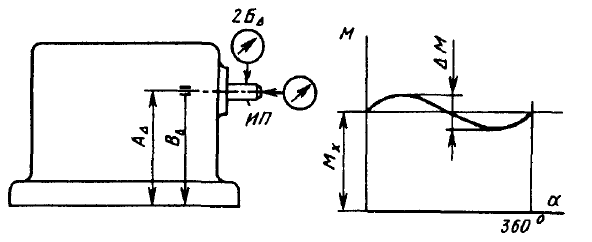
На рис. 2.1 показан внешний вид редуктора привода конвейера. Для выполнения редуктором своего служебного назначения, заключающегося, в том числе, в передаче крутящего момента с выходного вала редуктора на приводной вал конвейера, необходимо обеспечить соосность указанных валов при сборке. Поверхность выходного вала редуктора является одной из его внешних исполнительных поверхностей (ИП). Для обеспечения соосности валов необходимо обеспечить при изготовлении редуктора определенное расстояние АΔ и параллельность ВΔ оси вращения его выходного вала плоскости основания. Эти требования относятся к относительному расположению ИП в данном случае вала и плоскости основания — основной базы редуктора. Требуемая точность движения выходного вала редуктора описывается допустимыми радиальным 2БΔ и осевым биениями вала при вращении. Указанные требования к координатам положения выходного вала редуктора относительно основных баз, а также к точности вращения вала определяют возможность стыковки выходного вала редуктора с приводным валом конвейера.
Помимо внешних у редуктора есть и внутренние исполнительные поверхности, например поверхности зубьев шестерен, с помощью которых крутящий момент передается, увеличиваясь от входного вала к выходному валу при соответствующем уменьшении частоты вращения. Поэтому следует также устанавливать требования к точности относительного расположения и движения взаимодействующих поверхностей зубьев каждой пары шестерен. Первое характеризуется допусками межосевого расстояния и параллельности осей делительных цилиндров, второе — допусками радиального биения. Кроме размерных параметров, характеризующих положение и движение исполнительных поверхностей редуктора, к нему предъявляются требования, выражающиеся допустимыми силами и моментами сил, которые характеризуют, в частности, плавность и легкость движения исполнительных поверхностей. Например, могут предъявляться требования к легкости и плавности вращения валов, которые можно характеризовать соответственно крутящим моментом холостого хода Мх и колебанием крутящего момента ΔМ за один оборот при холостом ходе.
Размерные и силовые параметры качества изделий определяются при проектировании изделий, исходя из параметров, описывающих их служебное назначение.
Требуемые свойства материалов и часть размерных параметров обеспечиваются процессами изготовления деталей машин. Другая часть размерных параметров и силовые параметры формируются в процессе сборки, при котором осуществляется соединение деталей в сборочные единицы.
Соединение деталей машин может быть подвижным и неподвижным, разъемным и неразъемным. К подвижным соединениям относятся: соединения по ходовой резьбе валов и гаек, подвижные соединения по шлицам, плоским, призматическим и другим направляющим, по цилиндрическим поверхностям с трением скольжения или трением качения. Неподвижные соединения по плоским, цилиндрическим, коническим поверхностям могут быть с натягом (прессовые соединения), с закреплением другими деталями, например заклепками, резьбовыми соединениями, а также с помощью клея, сварки, пайки. В результате сборки подвижных и неподвижных соединений должны быть тоже обеспечены требуемые по их служебному назначению размерные и силовые параметры качества (табл. 2.1.).
В результате сборки неподвижного соединения должно быть обеспечено: требуемое положение присоединенной детали относительно базовой, характеризуемое пространственными смещениями (несовпадением) комплекта основных баз присоединяемой детали с комплектом вспомогательных баз базирующей детали; требуемая прочность соединения, характеризуемая значениями передаваемых соединением сил и моментов, например силой Q затяжки резьбового соединения.
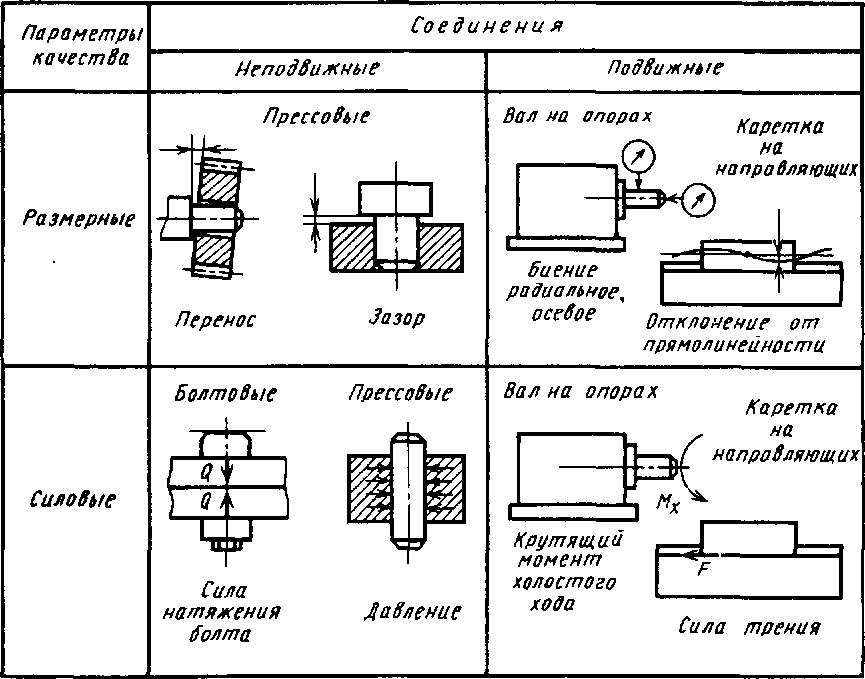
В подвижных соединениях должны обеспечиваться требуемые параметры траектории движения (перемещения или вращения). Например, должны быть обеспечены прямолинейное перемещение суппорта токарного станка по направляющим станины в пределах установленных ограничений; требуемые силы и моменты сил сопротивления движению, например, ограничивается крутящий момент холостого хода редуктора.
Таким образом, показатели качества собранного изделия можно разделить на размерные и силовые. Размерные показатели выражаются размерами, характеризующими положение (например, отклонение от соосности, параллельности и т.п. одной детали относительно другой, базовой) или движение (например, биение). Силовые показатели характеризуют прочность неподвижного соединения и выражаются значениями сил и моментов, которые передаются этим соединением. В подвижных соединениях силовые показатели характеризуют сопротивление движению — силы трения.
На все основные показатели качества изделия устанавливают предельно допустимые отклонения, так что любое из условий можно записать в общем виде:
Пmin ≤ П ≤ Пmах, (2.1)
где П — какой-либо показатель качества; Пmin Пmах — соответственно минимально и максимально допустимые значения параметров.
Например, крепежное резьбовое соединение должно обеспечивать требуемую силу Q, достигаемую затяжкой резьбового соединения. При этом необходимо соблюдение условия
Qmin ≤ Q ≤ Qmax, (2.2)
Величины Qmin и Qmax определяет конструктор при расчете соединения. Задачей сборки является обеспечение силы затяжки в допустимых пределах. Если, например, Q < Qmin, то стык под действием внешних нагрузок может раскрыться. Если Q > Qmax, то болт данного диаметра может не выдержать такой силы и разрушится в процессе эксплуатации. Поэтому для качественной работы болтового соединения необходимо выполнить условие (2.2).
Если условия (2.1) в результате сборки выполнены, то изделие соответствует нормам точности и является качественным, годным для эксплуатации.
В ряде случаев силовые параметры качества изделия достигаются через размерные. Так, например, момент холостого хода вала редуктора зависит от натяга подшипников, который регулируется при сборке установкой прокладки соответствующей толщины. Нормальное давление запрессованных деталей зависит от натяга, т.е. разности диаметров вала и втулки.
Таким образом, получение изделия требуемого качества при сборке во многом определяется достижением требуемых размеров: установочных размеров между основными и вспомогательными базами соединяемых при сборке деталей, а также размеров, характеризующих положение и движение исполнительных поверхностей изделия.
Размеры, характеризующие положение и движение ИП машины, принимаются в качестве исходных звеньев конструкторских размерных цепей при размерном анализе конструкции и образуются как замыкающие звенья размерных цепей в результате изготовления машины или сборочной единицы.
Размерный анализ конструкции включает три основных этапа: выявление структуры размерной связи построением размерной цепи; выбор метода достижения точности исходного звена; определение параметров всех составляющих звеньев.
Конструкторские размерные цепи строят по известной методике (рис. 2.2) для каждого размерного параметра положения и движения исполнительных поверхностей машины, которые принимают в качестве исходных звеньев. Для этого от поверхностей или осей, ограничивающих замыкающее звено, проставляют размеры до основных баз ОБ деталей, которым принадлежат исполнительные поверхности машины. Далее переходят на вспомогательные базы ВБ сопряженных деталей и проставляют очередные размеры до основных баз этих деталей. Так продвигаются по обе стороны от исходного звена, пока не приходят на одну и ту же базовую деталь. Несовпадения основных и вспомогательных баз сопряженных деталей учитывают отдельным размером, что особенно важно для последующего обоснования требований к точности монтажа деталей при сборке. В результате этого этапа получают конструкторские размерные цепи.
В качестве примера на рис. 2.3 показаны конструкторские размерные цепи, характеризующие требуемое положение и точность вращения выходного вала редуктора (см. рис. 2.1).
Составляющими звеньями размерных цепей являются размеры составляющих деталей А3, Б1, а также установочные размеры установки А2, Б2 деталей, т.е. размеры несовпадения основных и вспомогательных баз соединяющихся деталей, в данном случае отклонение Б2 от соосности шейки вала с внутренним кольцом шарикоподшипника и отклонение А2 от соосности наружного кольца подшипника с отверстием в корпусе.
Следующим этапом анализа является выбор метода дости
жения точности исходного звена с учетом возможностей его реализации в автоматическом режиме. Последний этап состоит в расчете допусков составляющих звеньев и координат середин полей допусков. Номинальные размеры составляющих звеньев определяют заранее исходя из расчетов, деталей машин на прочность, жесткость и т.д. по соответствующим формулам при проектировании конструкции изделия. Практически два последних этапа выполняются параллельно. Оптимальное решение прямой задачи распределения допусков по составляющим звеньям осуществляется таким образом, чтобы затраты на изготовление деталей и сборку машины были минимальны. Наилучшим образом эту сложную задачу можно решить с использованием системы автоматизированного проектирования (САПР) в интегрированном производстве. В этом случае, опираясь на базы данных, пополняемые в процессе производства, можно быстро оценить изменения стоимости изготовления и сборки сборочной единицы при изменении допусков составляющих звеньев.
Расчет допусков размеров составляющих звеньев осуществляют с учетом выбранного метода достижения точности замыкающего звена при сборке. При отсутствии возможностей для оптимального распределения допусков по составляющим звеньям используют метод расчета' по среднему допуску, по единому квалитету изготовления звеньев, метод подбора экономично достижимых допусков. В последнем случае предварительно назначается допуск Т{ каждого составляющего звена с учетом экономично достижимой точности изготовления каждого звена в условиях данного производства или по справочным таблицам.
Затем допуски всех т составляющих звеньев суммируют. Полученную сумму допусков сравнивают с требуемым допуском TΔ исходного звена.
С учетом этого параметра и других факторов (особенно конструкции, объема выпуска, количества составляющих звеньев, возможностей автоматизации и др.) выбирают метод достижения точности. Пользуясь соответствующим для выбранного метода уравнением допусков, осуществляют перерасчет допусков составляющих звеньев.
В результате размерного анализа конструкции обосновывают: метод достижения точности при сборке; требования точности размеров деталей при сборке; требования к средствам контроля размеров при изготовлении и сборке.