ДЕТАЛИ АНКЕРНОГО СПУСКА

В узел спуска (хода) входят анкерное колесо и анкерная вилка с копьем, осью и двумя палетами.
Анкерное колесо изготовляется из стальной ленты. Колесо закаливается; сторона, обращенная к платине, шлифуется, а лицевая сторона полируется. Колесо насаживается на анкерный триб,
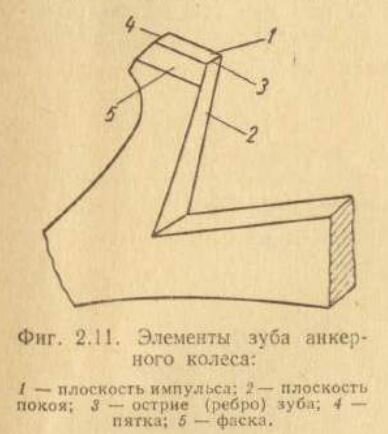
Особенно тщательно обрабатываются плоскости покоя и импульса зубьев (фиг. 2. 11) анкерного колеса. Не допускается наличие заусенцев на острие зуба (на ребре между плоскостью покоя и плоскостью испульса). Длина плоскости импульса у часов 2-го класса должна быть выполнена с точностью - 0,005 мм. Эта величина проверяется на проекторе по проекторному чертежу. Биение плоскостей импульса относительно цапф анкерного колеса не должно превышать 0,01 мм.
Для уменьшения площади трения плоскости импульса о палету у зубьев анкерного колеса снимается фаска.
Анкерная вилка (фиг. 2. 12) вырубается из стальной ленты штам- пом и затем фрезеруется, закаливается, шлифуется и полируется.
Скобка анкерной вилки имеет правое плечо (короткое) с пазом под входную падету и_девое плечо | линное) с пазом под выходную палету '. Хвостовик вилки часов К-26, К-18 имеет отверстие для заклепки копья и паз, боковые стороны которого носят название «рожки».
Размеры пазов под палеты должны быть выполнены весьма точно, чтобы во всех случаях палеты входили в них с натягом. Паз между рожками изготовляется с таким расчетом, чтобы входящий в паз импульсный камень не мог заклиниться в нем. Для этого рабочие поверхности паза имеют закругления. Чистота обработки поверхностей должна быть высокого класса.
Анкерная вилка запрессовывается на ось до упора о буртик.
Копье (фиг.2. 13) анкерной вилки изготовляется из латуни. Конец копья после установки на анкерную вилку обрубается под определенным углом или фрезеруется. Копье является предохранительным устройством от заскока вилки.
Ось (фиг. 2.14) анкерной вилки изготовляется из стали. Рабочие поверхности оси после закалки полируются.
Ось анкерной вилки запрессовывается в анкерную вилку. Поверхности верхних и нижних цапф и заплечики должны быть обработаны с большой точностью н чистотой, Цапфы входят в отверстия камней (запрессованных в платину и в анкерный мост) с зазором 0,005— 0,015 мм. Вертикальный (осевой) зазор должен находиться в пределах 0,01—0,05 мм.