
Смазывание открытых зубчатых передач, которые используются на таком оборудовании как мельницы измельчения руды, обжиговые печи, классификаторы и другом подобном оборудовании, важный процесс от которого зависит производительность и срок службы технологического оборудования и объем выпускаемой продукции
Распыление специализированных смазочных материалов, как один из способов смазывания открытых зубчатых передач, такой способ смазки, в сравнении с иными способами (полив приводной шестерни жидким маслом, система смазки смазочным клином и т.д.), позволяет увеличить срок службы приводной шестерни открытой передачи, как наиболее быстро изнашиваемого элемента. Это обуславливается прежде всего тем, что в момент приработки ведущей и ведомой шестерни такие способы смазки как "Масло-Воздух" и полив жидкой смазки, не обеспечивают наличие масляной плёнки, необходимой для снижения ударных нагрузок, возникающих при приработке зубчатого зацепления.
Такие способы смазки как, Масло-Воздух и Полив жидкой смазки на зуб приводной шестерни эффективны при небольших скоростях и малых модулях зубчатого зацепления.
Область применения
В практике встречаются два типа привода венцовых шестерён для клинкерных печей, холодильников и мельниц.
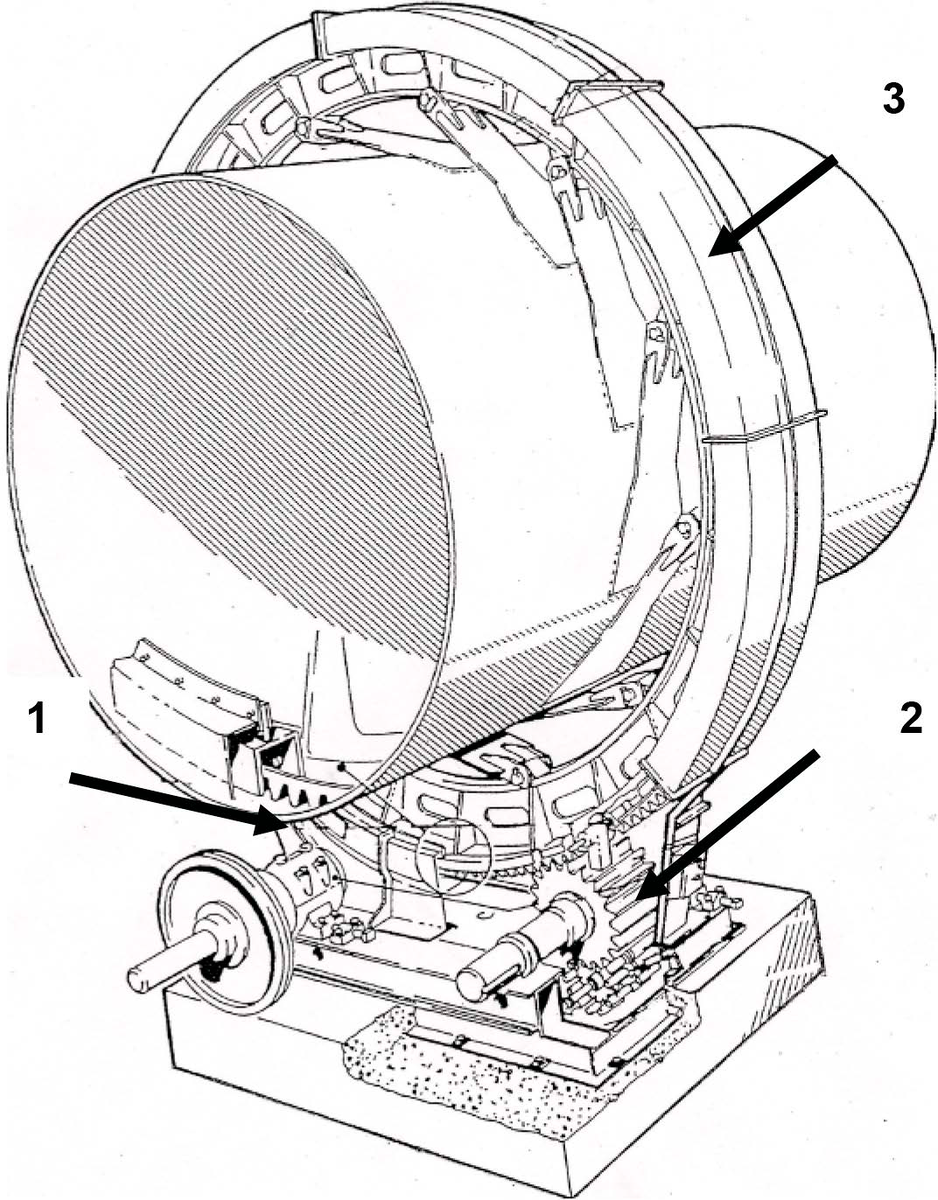
Предпочтительны положения 1 и 2. Нанесение смазки на зубчатое колесо, представленное в положении 3, может производиться при условии уверенности в том, что зубчатое колесо во время импульса распыления полностью по всей поверхности будет покрыто смазочным веществом. Это необходимо принимать во внимание при медленно работающих приводах, например клинкерные печи.
При установке положения форсунки, особенно, если смазочное вещество должно быть распылено на зубчатое колесо, необходимо принимать во внимание возможность проведения необходимого технического обслуживания и при работающем оборудовании, без опасности для обслуживающего персонала.
Независимо от установки панели обязательным условием является достижение хорошего распыления смазочного вещества по всей высоте зуба, несущего нагрузку. Оптимальный угол распыления должен составлять не менее 30°.
Точное удаление форсунки от зуба шестерни регулируется позицией монтажа и типом форсунки. Каждому типу форсунок определено расстояние между форсунками, предписанное производителем в зависимости от установленного
давления распыления. Это позволяет гарантировать полное покрытие боковых поверхностей зубьев по ширине при инсталяции нескольких форсунок и использовании допущенного к применению смазочного вещества. Неправильное установление форсунок приводит к снижению надёжности в работе. Важным фактором надёжности работы является правильное распределение пятна распыления густой смазки, то есть равномерное распределение смазочного вещества по всей ширине и высоте боковой поверхности зуба.
При всех вариантах размещения панели распыления на зубчатом венце обязателным условием для получения качественного пятна распыла является обеспечение требуемого расстояния между рабочей поверхностью зуба и форсункой. Предлагаемое нами удаление форсунки на 150 - 200 мм определено
конструктивными особенностями форсунки и направлением факелов распыла. При таком удалении обеспечивается наибольшая ширина пятен распыла смазочного вещества в 160 мм и обязательное их перекрытие.
Старые распыливающие системы имели недостатки, лежащие в основе конструкции, такие как: общая картина распыления быстро работающих приводов, к примеру: мельницы, могли контролироваться только при остановленных приводах. Сегодня этот недостаток устранён, за счёт применения новых элементов панелей распыления с возможностью поворота как самих форсунок, так всей панели. Картина распыления может контролироваться при работающем приводе... Часть 2...
Техноинжиниринг