Рычаги управления, которыми инженер может манипулировать
на установке риформинга это:
- температура на входе в реактора;
- давление в реакторном блоке:
- время пребывания сырья в реакторе;
- качество исходного сырья.
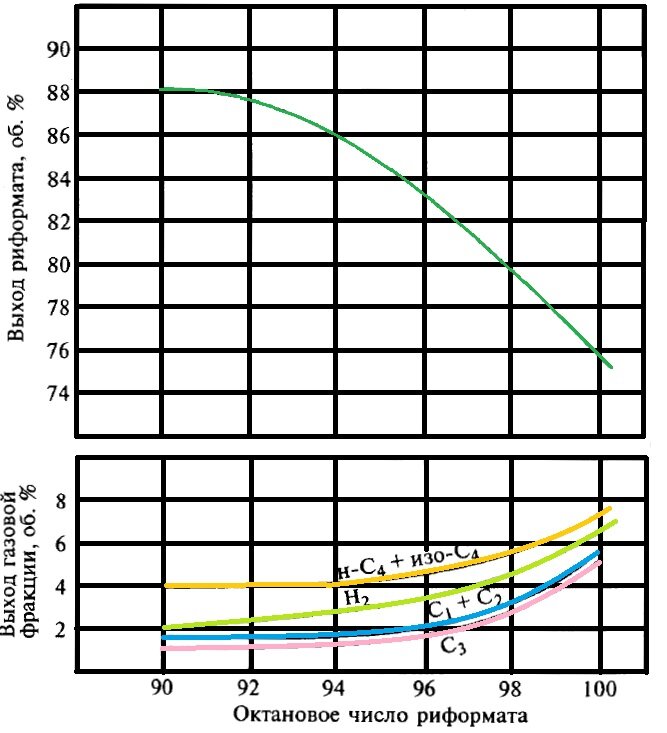
Зависимость выхода продуктов от октанового числа
Задача управления процессом заключается в балансировании между количеством продукта риформинга и его качеством:
- при увеличении октанового числа выход продукта риформинга в объемных % снижается;
- увеличивается выход газообразных продуктов.
Таким образом, процесс каталитического риформинга должен
быть синхронизирован с операциями по смешению бензина и с работой других установок, вырабатывающих компоненты бензина.
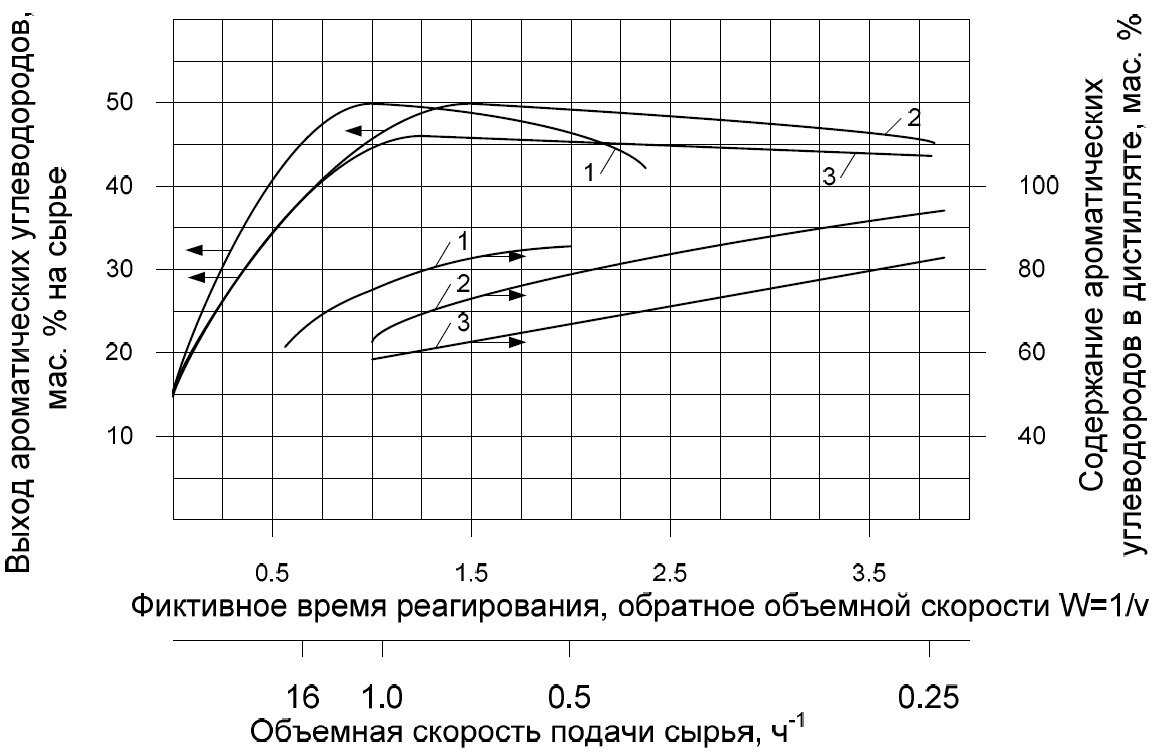
Температура и объемная скорость
Реакции дегидрирования и дегидроциклизации являются высокотемпературными реакциями. Температура промышленного процесса риформинга колеблется в пределах 470-540 °C. При таком времени контакта повышение температуры процесса приводит к увеличению концентрации ароматических углеводородов в катализаторе, но и к снижению эффективности последнего. Поэтому выход ароматических углеводородов (в весовом отношении на подачу) проходит через свое максимальное значение. Таким образом, с увеличением жесткости схемы увеличивается октановое число катализата и концентрация ароматических углеводородов в катализате.
Из-за быстрой реакции дегидрирования нафтенов диффузия реактивов на поверхности катализатора играет важную роль при высоких температурах каталитического риформинга. Поэтому катализаторы с большим и средним радиусом пор дают наилучшие результаты при применении для дегидрирования нафтенов. Размер частиц катализатора также важен, при этом меньший размер частиц повышает эффективность процесса. Структура пор становится менее важной при медленном дегидрировании парафинов.
Давление и кратность циркуляции водорода
Основные реакции каталитического риформинга связаны со значительным увеличением объема:
- при дегидрировании нафтена выделяется три моля водорода, т.е. в четыре раза больше объема,;
- при дегидрировании парафина выделяется четыре моля водорода, т.е. объем продукта реакции в пять раз превышает объем исходного сырья.
Что касается равновесной концентрации реагирующих молекул, то более высокое давление предотвращает ароматизацию. Однако, чтобы насытить систему ненасыщенными побочными продуктами реакции разложения, в системе должно быть высокое парциальное давление водорода. Без высокого парциального давления водорода в системе происходит реакция глубокой конденсации ненасыщенных углеводородов на поверхности катализатора, что приводит к образованию кокса. Когда процесс проводится под давлением водорода, реакция образования кокса может быть более или менее подавлена, в зависимости от селективности катализатора. Поэтому во время риформинга с алюмомолибденовыми катализаторами (процесс гидроформинга) катализатор должен работать непрерывно не более 8-10 часов, а затем регенерироваться. Некоторые платиновые катализаторы могут работать в течение нескольких месяцев без регенерации благодаря их высокой селективности.
Повышение давления значительно снижает выход ароматических углеводородов.
Бензол является наиболее сложным в производстве и должен быть получен при давлении около 2,0 МПа. Выход ароматических углеводородов может быть значительно увеличен даже при давлении 4,0-5,0 МПа, если используется легко ароматизируемое полимерное сырье. Это особенно справедливо для углеводородов С8.
Увеличение парциального давления водорода в системе улучшает процесс гидрогенизации. Увеличение парциального давления водорода достигается за счет циркуляции в реакционную зону сухого газа из самого процесса, который содержит до 80-90 % водорода. Высокая степень разбавления паров реакционной смеси водородосодержащим газом положительно влияет на время работы катализатора.
В зависимости от качества сырья, активности катализатора и глубины процесса происходит практически заметное многократное увеличение циркуляции водородсодержащего газа. Среднее молярное отношение циркулирующего водородсодержащего газа к сырью колеблется от 6:1 до 10:1, что соответствует объемному соотношению сырья примерно 900-1500 м3/м3. Рекомендуется, чтобы концентрация водорода в циркулирующем газе составляла не менее 80-90 % по объему.
Теплота реакции
Дегидрирование гексадецилнафтена, являющееся основной теплотой реакции каталитического риформинга, протекает с большим отрицательным тепловым эффектом, в результате чего теплота реакции дегидрирования составляет:
- около - 530 ккал/кг для превращения метилциклогексана в толуол;
- около 445 ккал/кг для превращения диметилциклогексана в ксилол.
Теплотворная способность изомеризации низкая.
Теплота циклизации при дегидратации парафинов очень высока, поэтому теплота превращения:
- из н-гексана в бензол составляет 766 ккал/кг;
- из н-гептана в толуол - 618 ккал/кг.
Однако удельный вес в этом реакционном процессе относительно невелик, и общая величина входящей теплоты реакции в основном определяется содержанием нафтеновых углеводородов в сырье.
Влияние качества сырья на процесс риформинга
Каталитический риформинг используется для бензина из различных источников, но его температура кипения обычно строго определена. Для получения высокооктанового бензина используются различные фракции. Было установлено, что более легкие бензины с температурой кипения 80-85 °C не могут быть подвергнуты риформингу из-за:
- высокого газообразования при гидрокрекинге;
- высокого образования бензола в катализаторе риформинга;
- ограниченного содержания бензола 1 % в бензине.
При использовании более тяжелых углеводородов реакционная способность возрастает, но при использовании сырья с температурой кипения выше 180-200 °С процесс каталитического сжатия быстро увеличивается.
Таким образом, доля бензина, перерабатываемого для получения высокооктанового топлива, кипит в диапазоне примерно от 80 до 180°C.
Для уменьшения содержания бензола в катализате целесообразно подвергать каталитическому риформингу фракцию 100 - 160 °C.
Фракционный состав сырья каталитического риформинга могут меняться в зависимости от общей топливной программы завода, качества исходного сырья (нафты) и направления процесса (топливное, нефтехимическое).
При получении индивидуальных конденсатов ароматических углеводородов риформинг следует проводить в узких фракциях для увеличения выхода желаемого продукта.
Решающее влияние на выход ароматических углеводородов из узкой фракции бензина оказывает обогащение нафтеновыми углеводородами, а также фракционный состав сырья:
Практика показала, что можно добиться практически полной конверсии нафтенов даже путем поверхностной конверсии парафиновых углеводородов. Вследствие повышенной каталитической активности и более жесткого режима в процесс вовлекаются и исходные парафины, но степень их конверсии значительно ниже, чем нафтенов.
Ароматические углеводороды в сырье предпочтительно должны оставаться неконвертированными в условиях процесса. При жестких условиях риформинга некоторые ароматические углеводороды распадаются путем дегидрогеназной циклизации парафинов (средняя молекулярная масса получаемых ароматических углеводородов ниже, чем при менее жестких условиях). Также возможно неопосредованное деалкилирование ароматических углеводородов с боковыми цепями в исходном сырье.
Если статья была вам интересной и полезной, ставьте лайк, а если хотите ежедневно получать новые статьи и узнавать больше о нефтепереработке, то подписывайтесь на канал.