Втягивание нити филамента обратно в хотенд - полезная функция, но ее сложно освоить. Читайте дальше, чтобы узнать все о ретракте 3D-принтера!
#
3DMART студия - услуги 3D печати, изготовление запасных частей, заказ образцов, 3D моделирование, разработка корпусов РЭА, 3D формы для настенной плитки.
#
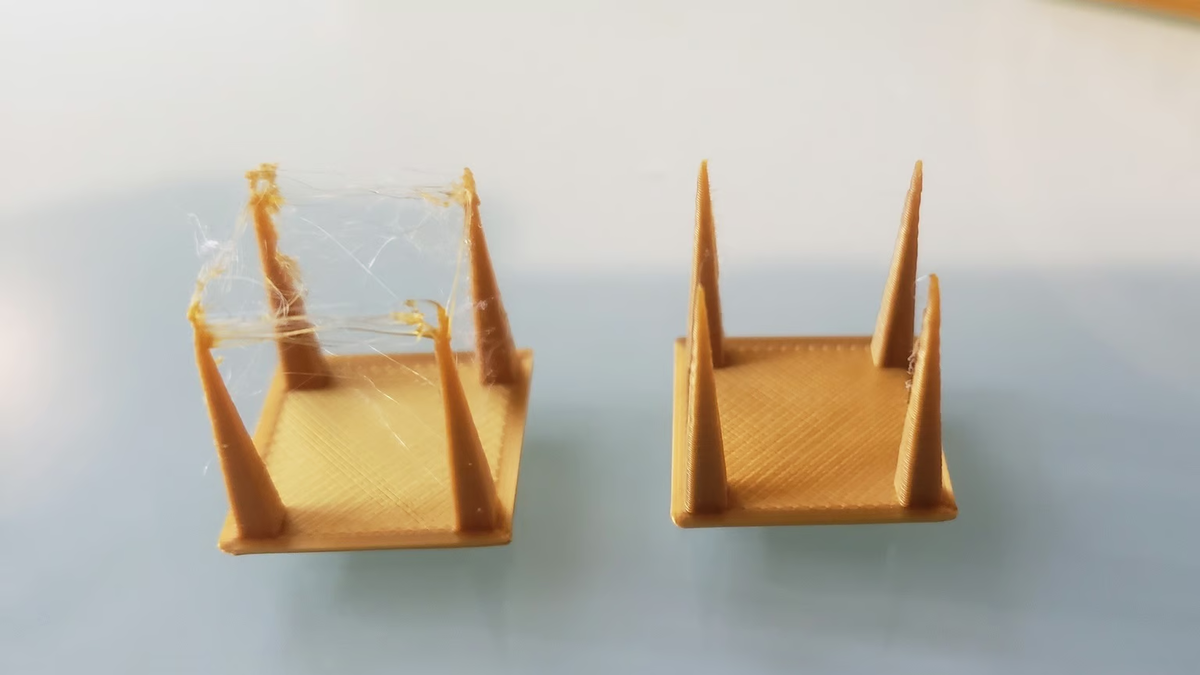
Когда ваша печатающая головка перемещается из одной точки в другую во время печати, нагрев сопла в сочетании с повышенным давлением на горячем конце приводит к вытеснению некоторого избытка нити филамента. Это явление является формой чрезмерного выдавливания и часто оставляет слабые полосы вдоль траектории печатающей головки между точками.
Хотя после печати волоски можно удалить с помощью инструментов и нагревания (например, феном), с ними все равно немного неудобно иметь дело, и иногда процесс удаления может повлиять на сам отпечаток.
Втягивание - это функция, предназначенная для устранения натягивания нити путем вытягивания нити назад (втягивания) при перемещении печатающей головки в новое положение. Это нейтрализует давление горячего конца и помогает предотвратить вытекание излишков материала, когда это не предполагается.
Втягивание можно включить и отрегулировать при подготовке модели к печати в слайсере, таком как Cura или PrusaSlicer. При правильно настроенных настройках они могут устранить вздутия, кляксы, прыщи и другие проблемы с качеством печати, связанные с выдавливанием. Хотя доступные настройки втягивания различаются в зависимости от слайсера, многие из них одинаковы или схожи между программами.
В этой статье мы рассмотрим наиболее важные параметры втягивания и способы их настройки. Однако, прежде чем мы рассмотрим их, давайте рассмотрим некоторые общие моменты, которые полезно иметь в виду, прежде чем загружать тест и начинать настраивать цифры в своем слайсере.
Несколько соображений

Даже если вы совершенно новичок в 3D-печати (FDM), скорее всего, вы уже знаете, что существуют различные типы нитей филамента, которые можно печатать.
Среди наиболее распространенных используемых материалов вы, вероятно, знаете, что PLA, PETG и ABS различаются, точно так же, как PLA и PLA + не идентичны, а TPU и TPE могут обладать некоторой эластичностью, но у них также разные параметры печати. Возможно, вы также знаете, что гибких материалов лучше избегать при использовании 3D-принтеров, оснащенных системой экструзии Bowden.
Итак, если вам нужно изменить настройки втягивания для улучшения качества печати, то все эти факторы повлияют на то, как будут внесены изменения. Различные материалы идеально печатают с разной скоростью, и настройка экструзии также влияет на ее перемещение.
Например, гибким материалам труднее втягиваться, потому что при вытягивании они растягиваются, а не втягиваются внутрь. Таким образом, включение функции втягивания гибких элементов в конечном счете может оказаться пустой тратой времени, не говоря уже о потенциальном повреждении нити филамента.
Теперь давайте подробнее рассмотрим, какие настройки втягивания можно найти в, пожалуй, самом известном слайсере Cura.
Различные настройки в Cura
Популярность Cura объясняется множеством причин, начиная от множества подключаемых модулей и заканчивая бесчисленными настройками, которые включают в себя множество вариантов . Поскольку многие другие слайсеры являются подобием Cura, вы можете найти похожие названия для тех же (или немного отличающихся) настроек.
Несколько настроек могут влиять на то, как происходит втягивание. Давайте начнем с более пристального рассмотрения расстояния, скорости и минимального хода, на которые вы будете обращать внимание с самого начала. После этого мы рассмотрим некоторые другие незначительные варианты.
Расстояние
Расстояние втягивания - это длина нити, которая вытягивается назад экструдером каждый раз, когда происходит ретракт. Чем больше это расстояние, тем больше времени может занять втягивание и тем меньше вероятность того, что вы испытаете натягивание.
Тем не менее, если бы ретракция была такой простой, каждый использовал бы высокое значение ретракции, но это не всегда хорошая идея. Если вы слишком сильно увеличите значение, нить может слишком сильно втянуться и привести к засорению горячего конца или сопла.
Типичное расстояние втягивания составляет от 2 до 7 мм, но это значение зависит от конфигурации вашего экструдера (прямой или Боуден), горячего конца и других факторов; единого идеального значения не существует. Если у вас установка Bowden, потребуется большее расстояние – оно может достигать 15 мм, но это будет зависеть от длины трубки. Установка для прямой экструзии не потребует такого длительного втягивания – должно подойти расстояние около 0,5-2,0 мм, в зависимости от нити филамента.
Если вы хотите отрегулировать расстояние втягивания, вы можете начать с изменения значения по умолчанию с шагом 0,5 или 1 мм до тех пор, пока натяжение не будет устранено без каких-либо засоров или других проблем, или вы можете попробовать более интенсивный подход.
Скорость
Скорость втягивания - это еще один важный параметр втягивания, который определяет, насколько быстро выполняется втягивание. Эта настройка очень важна, поскольку она может повлиять на время печати, а также на то, насколько эффективно втягивание устраняет волоски.
Например, уменьшение вдвое скорости втягивания при сохранении того же расстояния втягивания может только усугубить проблемы с натяжением. Это связано с тем, что слишком низкая скорость не позволит снизить давление достаточно быстро, чтобы предотвратить выход избытка материала из сопла. С другой стороны, слишком высокая скорость может вызвать ряд проблем, включая обрыв нити внутри горячего конца – и вы все равно можете столкнуться с вытягиванием волосков.
В то время как некоторые производители сообщают о более высоких скоростях для установок экструзии Bowden, а пользователи установок прямой экструзии упоминают о несколько более низких скоростях, выбранная нить филамента также влияет на показатели, которые дают наилучший результат.
В идеале вы хотите использовать максимально возможную функциональную скорость, чтобы сократить время наложения и печати. Для справки, скорость втягивания вашего слайсера по умолчанию, скорее всего, будет составлять от 30 до 60 мм/с. Если это значение не подходит для вашего принтера, попробуйте снизить его до 10 или 15 мм/с и увеличивать скорость с шагом 5 мм/с. Печатайте тестовую модель с каждым интервалом до устранения проблемы.
Минимальный ход
Если два втягивающих движения происходят близко друг к другу, нить вытягивается назад, выдавливается, вытягивается обратно и снова выдавливается, и все это за короткий промежуток времени. Это постоянное изменение направления нити филамента увеличивает вероятность засорения сопла, и именно здесь на помощь приходит настройка минимального расстояния перемещения.
Минимальное расстояние перемещения определяет, как часто происходит втягивание в определенной области. Это достигается за счет того, что сопло должно переместиться на заданное расстояние, прежде чем ему будет разрешено снова втянуться.
В то время как большее минимальное расстояние увеличивает вероятность появления волосков за счет предотвращения втягивания, это снижает вероятность засорения сопла. Этот параметр особенно полезен, если вы печатаете модель с большим количеством близлежащих, но отдельных мест, где может произойти втягивание, например, расчески для волос. Минимальное расстояние перемещения обычно составляет 1-2 мм, но вам следует регулировать это значение с шагом в 1 мм, если у вас возникли проблемы.
Другие варианты
Наконец, если у вас возникли постоянные проблемы после настройки расстояния втягивания, скорости и минимального хода, или вы просто хотите точно настроить свои настройки, то вам следует ознакомиться с несколькими другими важными настройками.
Первым вариантом после включения втягивания является “Втягивать при смене слоя”, чтобы перемещение всегда происходило по завершении слоя, хотя это в основном рекомендуется, если расстояние втягивания невелико.
Если вы печатаете на гибком материале, таком как TPE или TPU, может оказаться полезным выбрать “Дополнительное количество втягиваемого материала”. Это связано с тем, что он пытается компенсировать потерю материала, который может быть потерян при вытягивании нити назад, а для втягивания гибких материалов может потребоваться немного больше времени по сравнению с другими нитями.
Поскольку нить может изнашиваться подающим колесом при ее вытягивании вперед и назад, определение “Максимального количества втягиваний” ограничивает количество раз, которое может быть произведено втягиванием по длине материала, которое задается в разделе ”Окно минимального расстояния выдавливания".
Другие настройки, связанные с втягиванием, включают режим расчесывания, “Избегать отпечатанных деталей при перемещении” и “Избегать опор при перемещении”, которые довольно понятны, хотя их недостатки включают в себя большее потенциальное просачивание, а также более длительные перемещения.
ПОСТAВЬ ЛAЙК И ПОДПИШИCЬ, ЕCЛИ ТEБЕ ИНТEPEСНА ТEМА 3D ПЕЧАТИ!
еще интересные статьи по теме:
3DMART студия услуги 3D печати и 3D моделирование
Zortrax разработает систему 3D-печати керамикой
Лучшие настройки / профиль Cura PETG
Prusa Research выпускает обновление 2.6 для многофункционального PrusaSlicer
Шов по оси Z (Cura): Как его скрыть
Сглаживание PLA: как сгладить 3D-отпечатки из популярного пластика
Настройки ретракта PrusaSlicer: все, что вам нужно знать
Как почистить сопло 3D-принтера: самые простые способы