Нарезание резьбы вращающимися твердосплавными резцами или, как его еще иначе
называют, вихревое нарезание осуществляется
при помощи специального устройства, устанавливаемого на суппорте токарного станка
Этот метод весьма производителен. Он позволяет токарю невысокой квалификации нарезать резьбу на деталях, изготовленных из раз-
личных материалов, в том числе и из легированных сталей
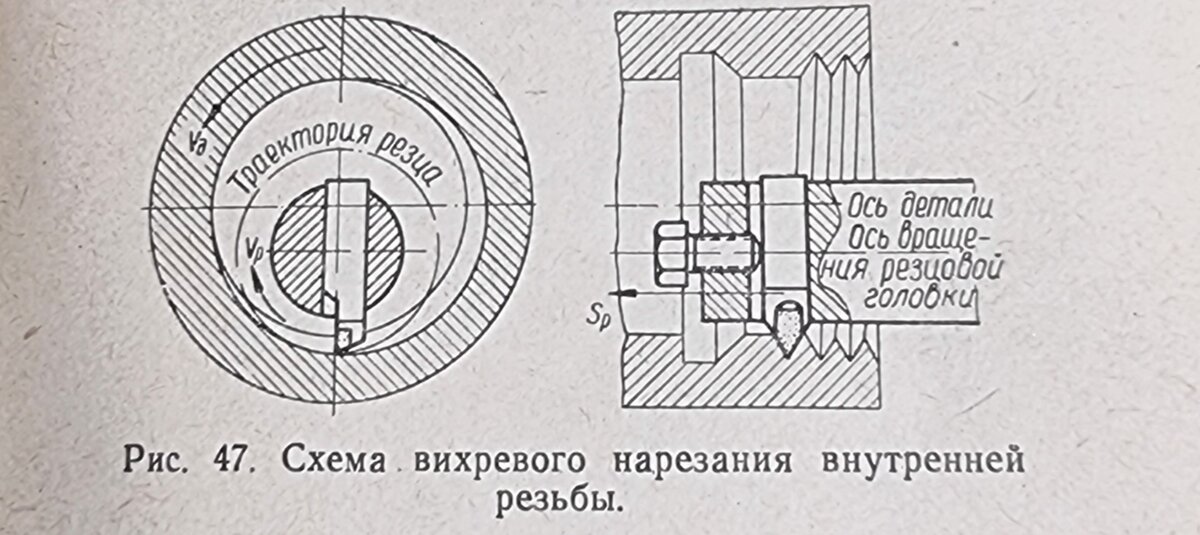
Сущность этого метода заключается в следующем: деталь, на которой должна быть нарезана резьба, закрепляют в патроне или в
центрах станка. Вращается она с небольшим
числом оборотов (от З до 40 об/мин). Резцовая головка, в которой устанавливается резец,
вращается вместе с ним с большим числом
оборотов (от 1000 до 3000 об/мин)
Обычно резцовая головка и деталь вращаются в разных направлениях, хотя в ряде случаев применяют метод так называемой попутной подачи, когда направления вращения резцовой головки и детали совпадают. При этом
методе процесс резания совершается более спокойно, и чистота поверхности резьбы повышается. Ось шпинделя резцовой головки расположена- эксцентрично относительно оси обрабатываемой детали (рис. 46 и 47), вследствие
чего резец врезается в деталь при каждом
обороте на новом месте, снимая при этом тонкую стружку в виде запятой. Таким обра
зом получается прерывистое резание, при ко-
тором резец около 80% длины своего пути за
оборот не соприкасается
изделием и успе-
вает охладиться. Это позволяет работать на
больших скоростях резания без дополнитель-
ного охлаждения. За один полный оборот де-
тали суппорт с резцовой головкой переме-
щается вдоль оси детали на величину, равную
шагу резьбы.
При нарезании резьбы с шагом меньше
6 мм резец настраивают на полную глубину
резания; при большем шаге обработку ведут
в два, а иногда и в три прохода.
Резцовую головку изготовляют из стали 45.
Для достижения плавности в работе и получе-
ния более высокой чистоты обрабатываемой
поверхности отношение диаметра окружности,
описываемой вершиной резца, к наружному
диаметру резьбы принимают равным 1,3. Та-
ким образом, при нарезании резьбы диаметром
50 мм диаметр окружности, описываемой вер-
шиной резца, должен быть равным 65 мм. При
нарезании трапецоидальных резьб рекомен-
дуется принимать это отношение равным
1,4-1,6.
При проектировании и изготовлении рез-
цовой головки необходимо обращать особое
внимание на способ крепления резца. Он дол-
жен быть таким, чтобы обеспечивались точ-
ность и быстрота установки
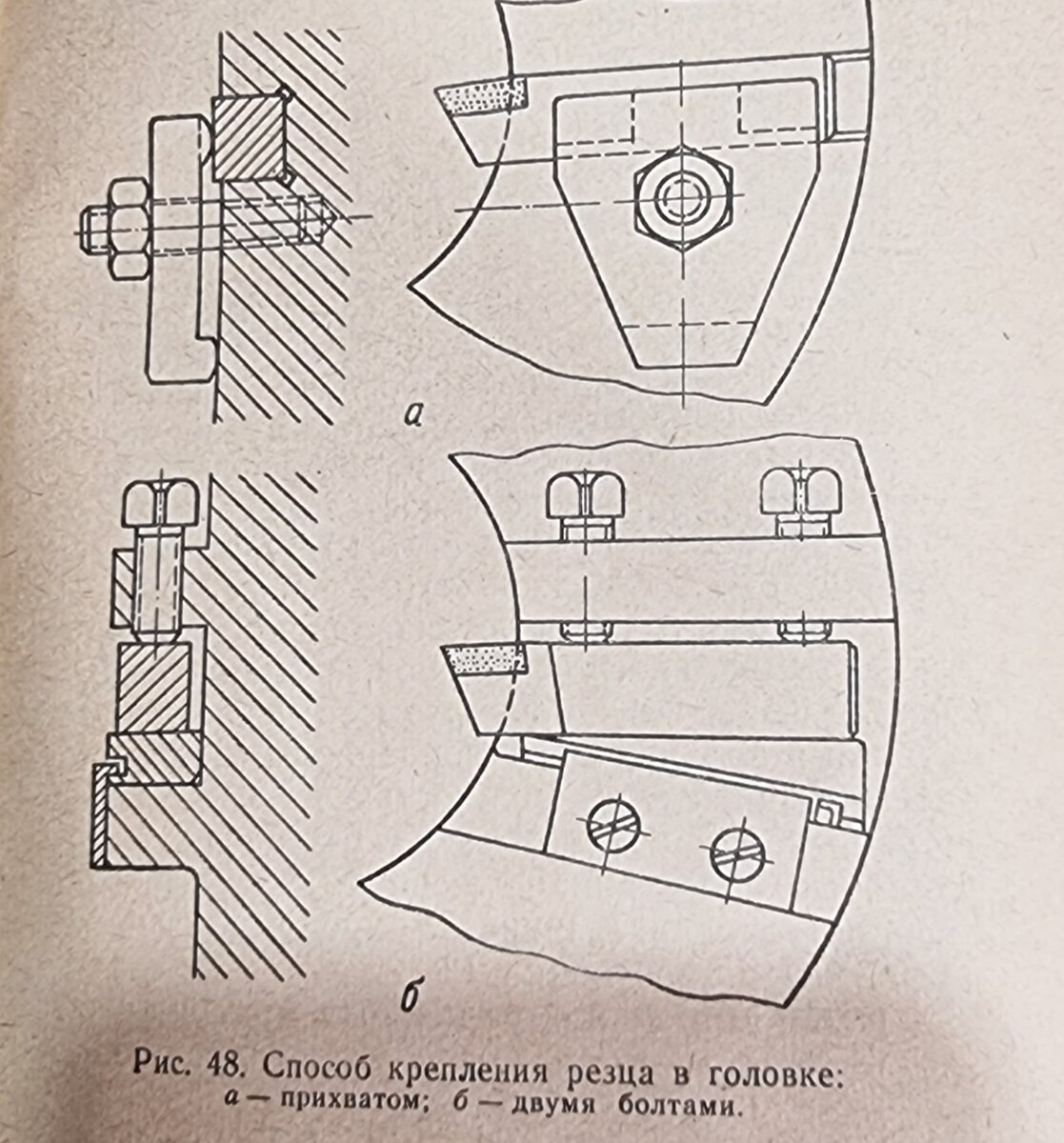
В некоторых конструкциях резцовых голо-
вок резец крепится прихватом к торцу резцо-
вой головки (рис. 48, а). Для такого крепления
необходимо точное расположение профиля режущей части резца относительно его боковой поверхности, что усложняет изготовление резцов и ихпереточку. В случае крепления резца двумя болтами
(рис. 48,6) он должен иметь лишь правиль-
ный профиль режущей части. При вихревом нарезании резьбы на деталях
из углеродистой стали применяются резцы
с пластинками из твердого сплава марки
Т15К6. Для нарезания деталей из нержавею-
щей и аустенитной стали,
a также из чугуна и
цветных металлов пользуются сплавом марки
ВК8. Передний угол резцов принимается обыч-
ноу=0-6, задний угол а=4-8° на пла-
стинке и а= 10-: 15° на державке; угол про-
филя резца принимают на 30° меньше угла
профиля нарезаемой резьбы
Врашающиеся резцовые головки бывают
однорезцовыми и многорезцовыми. Последние
(рис. 49) обеспечивают ббльшую производи-
тельность обработки по машинному времени.
Производительность при применении мно-
горезцовых оправок повышается по сравнению
с однорезцовыми в соответствии с числом рез-
цов (в 2, 3, 4 и т. д. раза)
Резцовые головки устанавливают на шпин-
деле специального резьбонарезного приспособ-
ления (рис. 50), монтируемого на суппорте
станка и получающего вращение от отдельного
электродвигателя мощностью 0,5—1,5 квт.
Приспособление состоит из шпинделя 2, ро-
ликовых подшипников 5, обоймы 4, резьбона-
резной головки 1, шкива 6, кронштейна 9, оп-
равки 11 и хвостовика 12.
В обойме 4 на роликовых подшипниках
смонтирован шпиндель 2, оканчивающийся
с левой стороны фланцем, к которому кре-
пится резьбонарезная головка 1. Головка име-
ет четыре резцедержателя, расположенных под
углом 90° друг к-другу.
На шпиндель навернут шкив 6. Винт 10 служит
для его стопорения. Шкив, имеющий
канавку под клиновидный ремень, получает
вращение от электродвигателя, установленного на суппорте станка. Уплотнительные фетро-
вые кольца 3 препятствуют вытеканию масла
из обоймы
Оправку 11 приспособления закрепляют
в резцедержателе токарного станка, а крон-
штейн 9 прикрепляют к суппорту болтом 7 с
гайкой 8.
Приспособление имеет поворотное устрой-
ство, позволяющее устанавливать его под углом наклона винтовой линии нарезаемой резь-
бы. Достигается это поворотом оправки І1 во-
круг хвостовика 12, связанного с обоймой. Нарезание внутренней резьбы ведется рез-
цом, закрепленным в оправке (рис. 51), Или
зой. специальной затылованной четырехзубой фре-
При нарезании резьбы в гайках необходи-
мо выдувать стружку из отверстия струей
сжатого воздуха, так как в противном случае
стружка, скопившаяся в отверстии, будет затруднять работу и вызывать преждевремен-
ный износ инструмента.
При установке резца в головке вылет его
не должен превышать высоты тела державки
При большем вылете наблюдается выкраши-
вание твердосплавных пластинок. Для нарезания однозаходной резьбы все
резцы, размещаемые в отдельных гнездах рез-
цовой головки, -устанавливают в одной пло-
скости, перпендикулярной к оси детали. Для
нарезания многозаходных резьб резцы необ-
ходимо устанавливать в двух плоскостях при
двухзаходных резьбах, в трех — при трехза-
ходных и т. д. При этом резцы должны быть
смещены в осевом направлении на величину,
равную шагу нарезаемой резьбы, деленную на
число заходов
В целях повышения точности нарезания
резьбы необходимо как можно более тщатель-
но устанавливать резьбонарезные головки. Существующие устройства для вихревого
нарезания не обеспечивают высокого качества
резьбы. С целью повышения его автор исполь-
зовал приспособление для внутреннего шлифования, изменив конструкцию шпинделя (рис. 52). Оно состоит из шпинделя 5, пли-
ты 4, электродвигателя 1, корпуса 2, конус-
ной прокладки 8 и индикаторной стойки 6
C
индикатором 7.
Новый шпиндель 5 изготовлен в виде оп-
равки, в которую вместо резьбового резца
установлена резьбовая пластинка 8 из твердого сплава ТЗОК4, заточенная по специальному
одностороннему шаблону таким образом, что-
бы ось пластинки была перпендикулярна к оси
вращения детали
Для предотвращения поломок резьбовой
пластинки вследствие заклинивания стружки
к поверхности резьбы подведен воздухопровод,
с помощью которого с нее сдуваются мель-
чайшие частицы стружки
Применение этого приспособления позво-
лило добиться повышения производительности
труда, намного улучшить качество и полно-
стью ликвидировать брак.
Для нарезания гаек диаметром от 30 до
48 мм с шагом резьбы 1,5 или 2 мм установ-
лен оптимальный угол наклона вихревой
го-
ловки, равный 50' (угол наклона можно ме-
нять путем замены конусной прокладки 8)
Число оборотов борштанги с резцом в минуту
равно 2400, детали — 24. При этих условиях
обеспечиваются высокие стойкость пластин из
твердого сплава (100—150 гаек до переточки
пластины) и чистота поверхности профиля
резьбы.
Скорости резания при скоростном нареза-
нии резьбы вращающимся резцом значительно
выше скоростей резания, применяемых при
обычном нарезании резцом, закрепленным в
суппорте. Это объясняется тем, что большую
часть всей круговой траектории резец описы-
вает в воздухе (см. рис. 46 и 47), вращаясь
с большой скоростью, что способствует его
интенсивномv охлаждению.
В табл. 2 приведены данные для выбора
величин круговой подачи и скорости резания.