В статье: всё о шнековых экструдерах для «гранульных» или «пелетных» (FGF) 3D-принтерах.
Введение
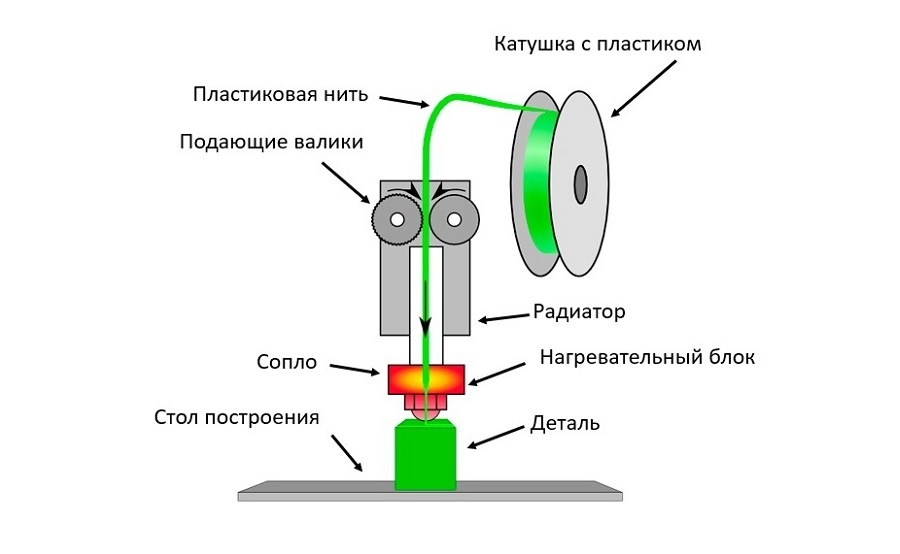
Шнековые экструдеры в 3D-печати используются достаточно широко – в строительных принтерах, в принтерах для печати гелеобразными, пастообразными, вязкими материалами и вязкими жидкостями. Но в статье речь пойдет не о них, а об экструдерах для печати пластиком, подаваемом в принтер в виде гранул, их еще иногда называют «пеллетами». В отличии от экструзионных принтеров, печатающих пластиковой нитью (филаментом), которые приобрели самое широкое распространение, данная технология пока еще мало распространена.
Основными преимуществами печати гранулами (пеллетами) по сравнению с филаментом является дешевизна гранул, их более широкий выбор и возможность обеспечения высокой производительности. Сложностей в такой печати – намного больше, чем при печати филаментом. О них рассказано здесь.
Об «обычных» экструдерах для экструдирования термопластов написано здесь. Рекомендую ознакомиться. В целом экструдеры для 3D-печати должны конструироваться по тем же принципам, но есть некоторые особенности работы, которые затрудняют работу экструдера:
- вертикальное (или наклонное) рабочее расположение
- небольшая производительность,
- необходимость обеспечить работу в широком диапазоне производительности, желательно с возможностью кратковременных остановок и с динамически изменяющейся производительностью
- перемещение экструдера относительно емкости с гранулами
"лобовые решения" в шнековых экструдерах
Повторю – шнековые экструдеры для 3D-печати должные конструироваться по тем же принципам, что и «обычные» шнековые экструдеры для термопластов.
Ключевое слово тут «должны конструироваться».
Очень часто конструкторы просто пытаются «в лоб» решить проблему: берется экструдер для FFF-печати и узел подачи филамента заменяется на шнековую подачу:
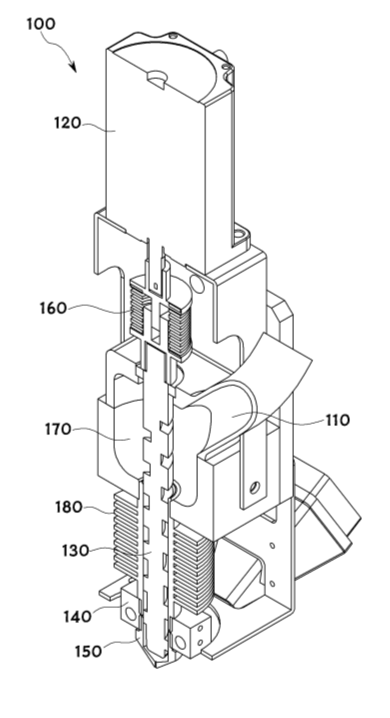
Решение простое, доступное даже «самодельщику», конструкция экструдера получается легкая и простая.
Достоинства очевидны – легкость доработки «обычного любительского» FDM 3D-принтера – не требуется менять прошивку, простота конструкции.
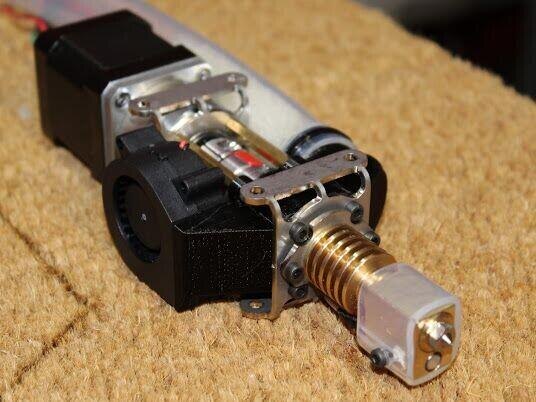
Менее очевидное достоинство – возможность создания комбинированного экструдера, позволяющего печатать как гранулами, так и филаментом:
Недостатки тоже очевидны – невозможно добиться высокой производительности, нет возможности печати в активной термокамере, нет возможности печати высокотемпературными пластиками.
Лобовое решение этих проблем тоже очевидно – введение водяного охлаждения экструдера, вместо воздушного:
Кроме очевидных недостатков есть и неочевидные, которые выясняются по мере эксплуатации – сложность настройки параметров печати, легко «словить пробку», очень сложно добиться приемлемого качества печати.
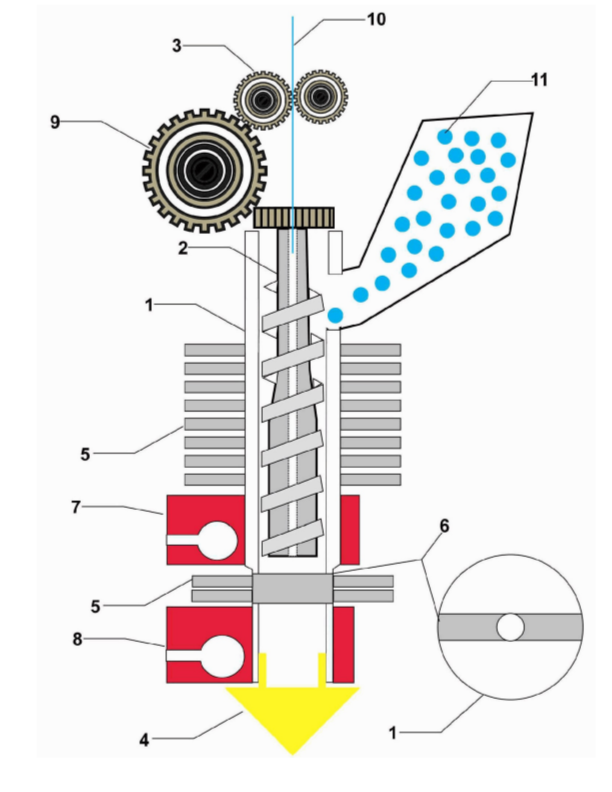
И тут… вместо введения трех-четырех зонного контроля температуры начинают искать паллиативы в виде более сложных устройств нагрева – раздельный нагрев шнека и сопла (как на рисунке с комбинированным экструдером), удлинение экструдера для более точного контролирования градиента температур, введение конвективного обогрева экструдера:
Достоинств у таких решений нет, недостатки очевидны – усложнение конструкции без кардинального решения проблемы.
Вторая проблема экструдеров для 3D-печати – их вертикальное расположение. С одной стороны – это облегчает уплотнение гранул и выдавливание воздуха и газов, с другой – требует «боковой» подачи гранул, что затрудняет захват гранул шнеком. Это очень серьезная проблема, которая решается подбором оптимальной формы канала для подачи гранул. Поэтому некоторые производители эту проблему решают «в лоб» - путем горизонтального или наклонного расположения шнека и Г-образного сопла:
Данное решение имеет много достоинств, и его можно считать вполне оправданным.
Третья проблема экструдеров для 3D-печати – их перемещение относительно бункера, что затрудняет подачу гранул в экструдер. Лобовое решение – неподвижно закрепить бункер с гранулами на экструдер:
Очевидно, что для профессионального использования такое решение не подходит в принципе, т.к. не позволяет принтеру в автономном режиме печатать крупногабаритные модели, но в качестве «любительского» решения или для экспериментальных целей – вполне приемлемое решение.
Ну, и «на десерт»:
Удивительная конструкция, в которой собраны все лобовые решения: двухзонный нагрев, воздушный термобарьер от «обычного» FFF-экструдера, горизонтальное расположения шнека с Г-образным соплом, неподвижное крепление бункера на экструдере.
Профессиональные решения
Все более-менее «авторитетные» производители шнековых экструдеров для FGF 3D-печати используют примерно одинаковые решения:
- «правильный» профиль шнека:
Как видно из рисунков – понимание «правильного» профиля у разных производителей – разное.
- как минимум три зоны нагрева и, как минимум, три точки контроля температуры, комбинирования нагревателей с жидкостным охлаждением для поддержания необходимой температуры по зонам:
- пневматическая или вибрационная подача гранул в шнек.
При пневматической подаче гранулы подаются потоком воздуха, и бункер может находится ниже экструдера. При вибрационной – бункер обязательно должен находиться выше экструдера.
Внешне «правильный» экструдер для FGF 3D-печати выглядит так:
Экструдер для 3D-печати от Dyze Design
Экструдер для 3D-печати от Ф2Инновации
Экструдеры для 3D-печати различных производителей:
Заключение
С одной стороны – опыт любителей и энтузиастов показывает, что упрощенные схемы шнековых экструдеров с термобарьером и одной зоной нагрева принципиально работоспособны, с другой – все «серьезные» производители высокопроизводительных экструдеров для FGF 3D-печати выпускают сложные конструкции с тремя и более зонами нагрева и контроля температуры, и даже они не всегда обеспечивают правильный режим экструдирования некоторых пластиков.
Судя по всему – будущее именно за «сложными» «правильными» экструдерами.
Предыдущие статьи по теме: