В статье: основные сведения о червячных (одношнековых) экструдерах для экструзии термопластов.
Конструкцию шнековых (червячных, гранульных, пеллетных) экструдеров для FGF 3D-печати невозможно изучать без изучения «традиционных» экструдеров для термопластавтоматов или изготовления пластмассовых изделий методом экструзии.
Поэтому в этой статье речь пойдет о «традиционных» экструдерах, а в следующей – об экструдерах для FGF 3D-печати.
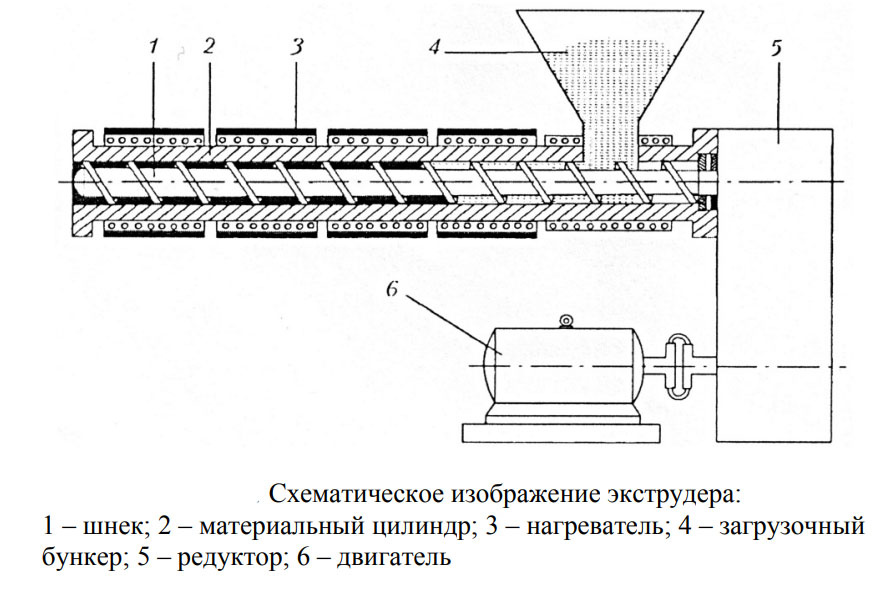
Традиционный червячный (шнековый) экструдер представляет собой цилиндр, со вставленным внутри шнеком. С одной стороны экструдера располагается окно для загрузки материала, с другой – формирующая головка, через которое выходит экструдированный полимер.
В экструдере традиционно выделяют три или четыре зоны:
1) Зона загрузки, в которой происходит загрузка материала в экструдер
2) Зона сжатия, пластификации и плавления в которой гранулы термопласта плавятся, сжимаются,
3) Зона дозирования, в которой создается давление и экструзия полимера
Так же может быть создана зона дегазации полимера, в котором происходит снижения давления в экструдере, что облегчает выделение газов из расплава.
Рисунки, иллюстрирующие процесс экструзии:
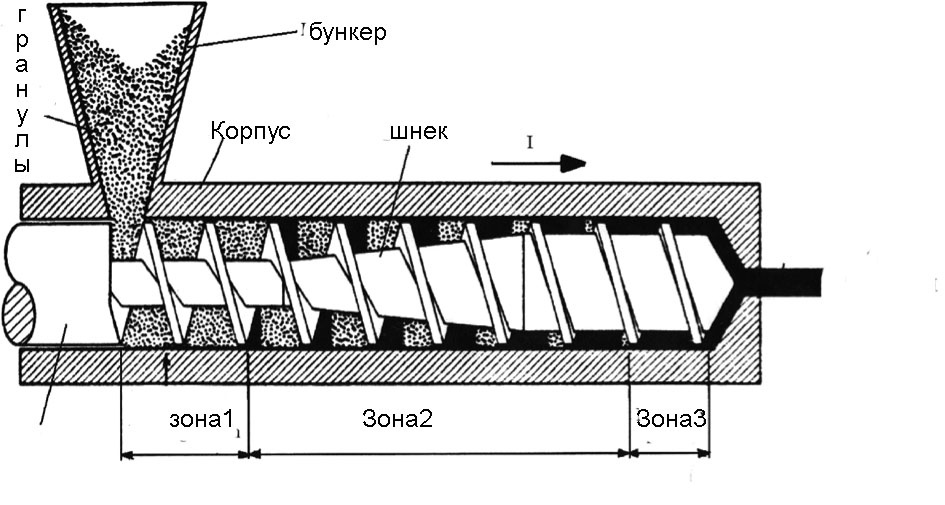
Материал, загруженный в экструдере перемещается за счет вращения шнека.
При попадании в зону плавления он начинает переходить из твердого в вязко-текучее состояние, при этом необходимо выдавить лишний воздух, который раньше был между гранулами. Для этого нужно создать давление.
Давление создается уменьшением объема между витков – либо уменьшением глубины нарезки при сохранении шага червяка, либо за счет уменьшения шага витков, либо за счет увеличения толщины гребня витков. Возможно так же уменьшение диаметра шнека с сохранением глубины нарезки.
Экструдер должен иметь строго заданную геометрию.
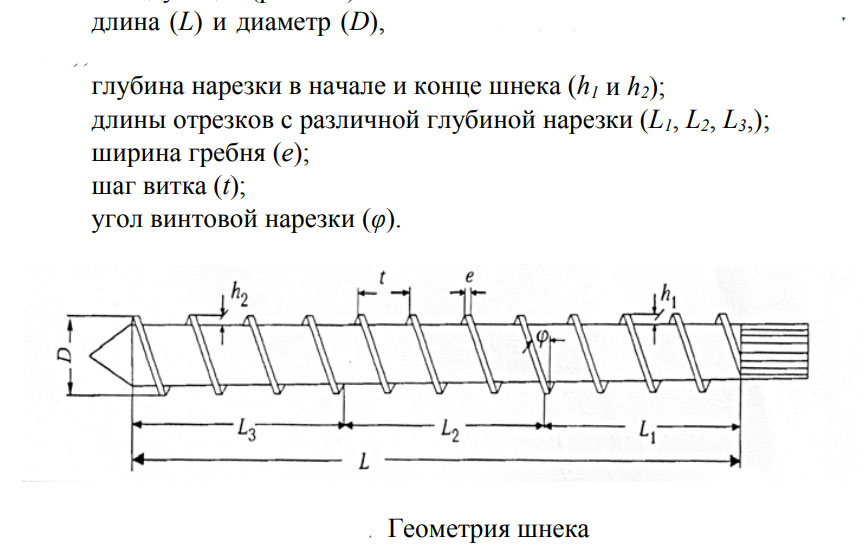
Геометрия шнека в зависимости от задач может быть разнообразной:
На рисунке сверху вниз:
С постоянной глубиной нарезки в зоне загрузки, плавным уменьшением глубины в зоне плавления и постоянной глубиной в зоне дозирования
С монотонно уменьшающейся глубиной нарезки шнека
Для экструзии полимеров с узкой областью плавления используются шнеки со скоростным сжатием – в нем уменьшение глубины нарезки происходит резко, в пределах одного или нескольких витков
Еще один рисунок с разной геометрией шнеков:
На рисунке цифрами обозначены:
1) Шнек для скоростной экструзии с однозаходной нарезкой в зоне загрузки и двухзаходной в зоне плавления и дозирования
2) Шнек с постоянной глубиной нарезки и уменьшающимся шагом нарезки.
3) Шнек со скоростным сжатием (для пластиков с узкой областью температур плавления)
4) Шнек с областью декомпрессии для дегазации
5) Барьерный шнек – однозаходные в зоне дозирования и загрузки и двухзаходные в зоне плавления, обеспечивает высокую производительность и высокое давление в зоне дозирования
Для лучшего понимания – фотографии различных реальных шнеков из различных устройств с интернет-просторов:
В процессе работы шнека возможно образование скользящей пробки, которая может уменьшить рабочий объем между витков.
На рисунке:
1 – корпус экструдера
2 – шнек
3 – расплавленный материал
4 – скользящая пробка из спрессованных, но не расплавленных гранул
Каждая зона должна иметь свою температуру, поэтому шнековый экструдер имеет как минимум три точки контроля температуры и, как минимум, три зоны нагрева
При работе шнека выделяется теплота от трения, сжатия и деформирования гранул полимера. Количество теплоты может быть выше, чем нужно для размягчения и плавления гранул. Кроме того, возможен перенос тепла в более холодные зоны из более теплых за счет теплопередачи по стенкам экструдера и шнеку. Поэтому, кроме нагревателей, экструдеры снабжаются системами охлаждения, обычно жидкостными.
Обычно шнек заканчивается конусной частью, конус служит для исключения образования воздушного пузыря – в противном случае у торца шнека образуется застойная зона, в которой может образоваться воздушный пузырь.
В случае самодельных экструдеров для получения филамента в большинстве случаев любители «не парятся» правильной формой шнека и несколькими зонами нагрева – нагрев осуществляется только в зоне фильеры для экстрагирования, а вместо «правильного» шнека используют подходящее спиральное «строительное» сверло. Сжатие гранул и вытеснение воздуха в этом случае происходит за счет образования скользящей пробки, а подбор правильного режима работы превращается в головную боль или шаманские танцы с бубном.
Тем не менее подобные экструдера работают и позволяют из гранул или вторичного материала изготавливать филамент для 3D-печати.
Процесс плавления в них происходит примерно так:
Но когда за дело берутся специалисты, получается вот такое:
На этом пока все, в следующей статье – об гранульных экструдерах для FGF 3D-печати: