В статье: об особенностях FGF 3D-печати и её отличие от FFF 3D-печати.
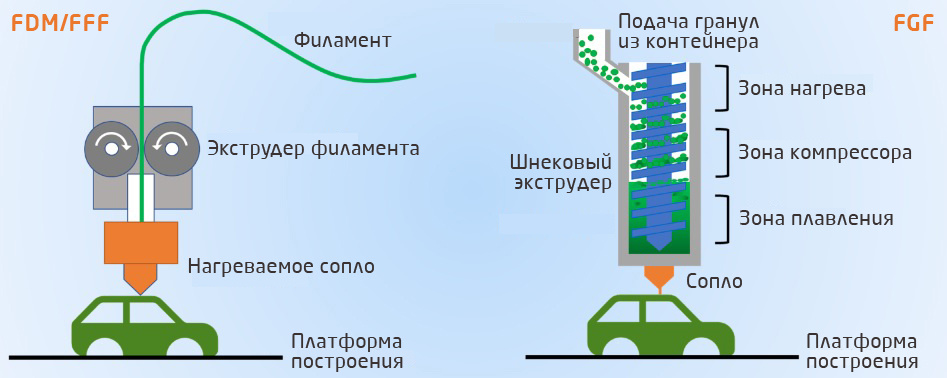
Печать послойным направлением термопластичной пластмассы (FDM (Fused Deposition Modeling – моделирование нанесением расплава) делиться на две основные группы – FFF (Fused Filament Fabrication – фабрикация расплавом нити) и FGF (Fused Granular Fabrication – фабрикация расплавом гранул). В первом случае материал подается в виде филамента – пластиковой «нити» или «проволоки» диаметром 1,75 мм (реже – 2,85 или 3 мм), во втором – в виде стандартных гранул («пеллет») для термопласт-автоматов.
Соответственно в первом случае узел подачи собирается на зубчатых колесах, которые захватывают нить и подают в «хотенд» («горячий конец»), во втором – в виде шнека, аналогичного шнековой подаче в термопласт-автоматах. Для обозначения FGF 3D-печати могут использоваться термины «шнековая печать», «печать гранулами», «пелетная печать». И еще – термин «шнек», «шнековая подача», «шнековая печать» - сленговый, официальная терминология использует термин «червяк» вместо «шнек».

Основное различие систем – в производительности. При использовании филамента производительность 3D-принтера измеряется десятками грамм в час, не превышая 100-120 грамм в час для наиболее производительных систем, при использовании шнека и гранул – производительность 3D-принтеров может измеряться килограммами и десятками килограмм в час. Примечание: существует и «малая» FGF 3D-печать – небольшие настольные системы. У них свои особенности. Всё, что будет сказано далее в этой статье – относится только к крупногабаритной высокопроизводительной FGF 3D-печати.
В целом оба вида печати очень похожи – пластик нагревается до температуры размягчения и выдавливается через круглое отверстие («сопло», «фильеру») колбаской в соответствии с сечением детали, формируя готовое изделие. В случае с FFF-печатью диаметр сопла составляет 0,2…1,2 мм, максимум 2 мм на наиболее производительных системах, во втором – начиная от 5 мм вплоть до 15…20мм у наиболее «монструозных» систем (некоторые FGF-принтеры комплектуются соплами, начиная с 2 мм, «настольные» FGF-системы могут комплектоваться соплами, начиная с 0,4 мм).
Однако разница в размерах сопла, производительности, габаритах изделия приводят к существенным различиям. Рассмотрим их:
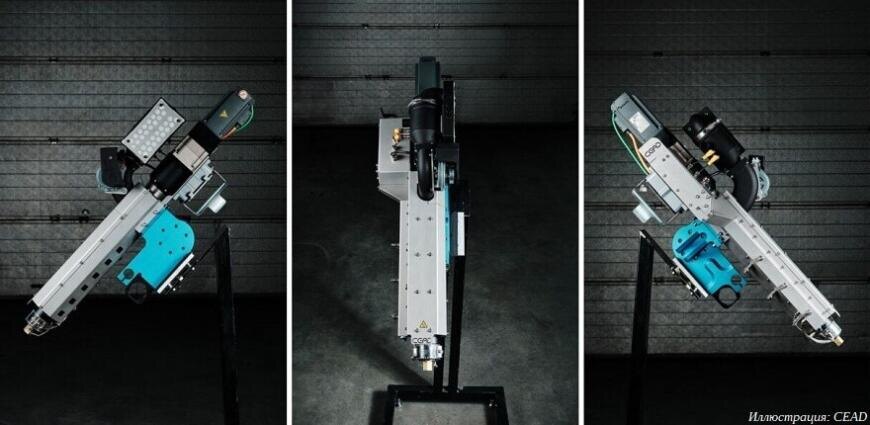
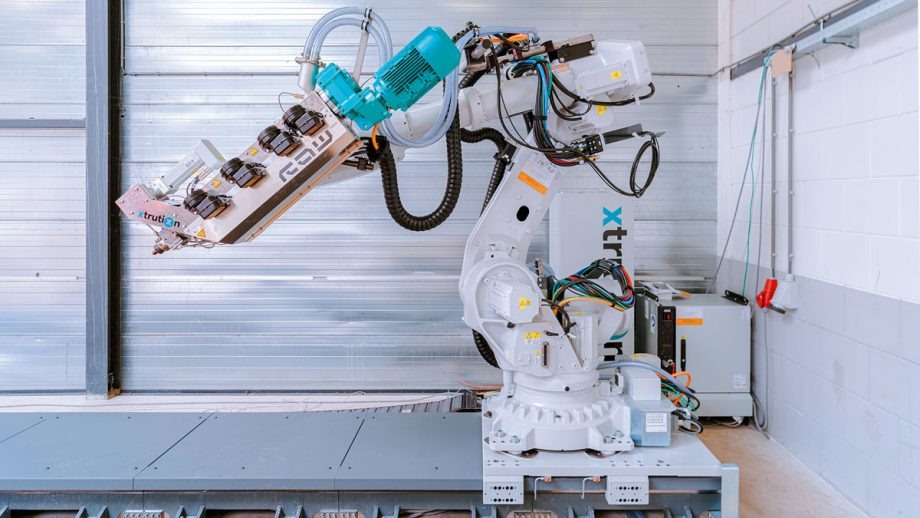
1. Габариты печатной области. Небольшие габариты FFF-принтеров делают бессмысленными использование дорогих решений, типа робо-рук, в случае FGF 3D-принтеров использование робо-рук с экструдерами – достаточно частое и экономически оправданное решение. Так же часто делаются 3D-принтеры в виде больших «кубиков» различной кинематики или портальных систем с подвижным П-образным порталом, другие типы принтеров не применяются (исключение – некоторые фирмы выпускают гибридные FGF 3D-системы в формате большого «дрыгостола»)

2. Подача материала при печати. В случае FFF-печати зубчатое колесо может как подавать материал к соплу, так и вытягивать обратно (так называемый «откат» или «ретракт»). При вытягивании материала создается разряжение, которое вместе с поверхностям натяжением и небольшим диаметром сопла позволяет полностью прекратить подачу материала (возможно образование «нитей», «паутины» и «соплей»). В случае шнековой подачи ретракт невозможен, при остановке шнека происходит вытекание пластика из сопла большого диаметра за счет сил тяжести.
3. Скорость остывания. При выдавливании пластика через небольшое сопло выдавленная «колбаска» за счет интенсивного охлаждения потоком воздуха («обдува») быстро остывает и становится достаточно прочной, чтобы не провисать при печати «мостов» или нависаний. В случае выдавливания пластика через большое сопло «колбаска» получается очень массивной и даже при интенсивном обдуве внутри остается вязкой и непрочной. Печать мостов становится невозможной – «колбаска» просто провисает, печать нависаний затруднена и возможна только при интенсивном обдуве.
Интенсивный обдув может привести к резкому охлаждению поверхности «колбаски», что сделает невозможным хорошее спекание слоев. Так же интенсивный обдув может привести к образование «корки» на поверхности «колбаски», которая в процессе остывания отслоится от «сердцевины» «колбаски». В большинстве FGF3D-принтерах обдув либо отсутствует, либо присутствует «для успокоения заказчика»
4. Термические напряжения. При больших габаритах выращиваемого изделия резко возрастают термические напряжения, которые стремятся оторвать деталь от стола. При размерах детали более 2 метров напряжения становятся настолько велики, что способны разорвать печатаемую деталь. В случае FFF 3D-печати термические напряжении тоже есть, но их снижают, используя подогреваемый стол и пассивные/активные термокамеры. В случае крупногабаритной печати это либо невозможно, либо затруднено. Подогрев стола требует минимум 1…1,5 кВт на квадратный метр площади. FGF-принтеры с небольшой зоной печати могут иметь и подогреваемый стол и термокамеру.
5. Тепловая инерция. Обычный «хотенд» имеет малую тепловую инерцию и позволяет резко изменять количество выдавливаемого материала – «поток» можно регулировать при печати в широких пределах. Шнековый «хотенд» имеет очень высокую тепловую инерцию, трудно разогревается и медленно остывает. При резких снижениях объема выдавливаемого материала есть опасность перегрева материала, поэтому при FGF 3D-печати желательно всю печать выполнять с одной величиной потока.
6. Поддерживающие структуры. При FFF 3D-печати поддерживающие структуры («поддержки») печатаются либо из растворимого материала, либо в режиме, который обеспечивает их хрупкость. В случае FGF 3D-печати таких возможностей нет, и опорные структуры будут иметь прочность основного материала, что затрудняет их удаление.
7. Слоистость. При 3D-печати большими соплами и толстыми слоями образуется хорошо видимая слоистость. В некоторых случаях она вполне допустима – например, при печати корпусов маломерных судов, или архитектурных объектов, мебели и т.п. Но часто требуется отличное качество поверхности – например, при печати матриц для выклейки из угле- или стеклопластика. Поэтому FGF-принтеры часто изготавливаются как «гибриды», которые позволяют не только напечатать деталь, но и потом отфрезеровать её в размер.
8. Смена цвета и/или материала. Обычный «хотенд» позволяет относительно легко, без существенных потерь сменить один тип пластика на другой (или один цвет на другой). В случае шнекового экструдера потребуется выдавить «в мусорную башню» весь пластик в шнеке – а это от 1 до десятков килограмм, поэтому смена материала нежелательна.
9. Печать без присутствия человека. Несмотря на то, что 3D-принтер может работать без присутствия человека, полностью автономно, при печати крупногабаритных деталей «цена ошибки» очень велика. Поэтому при печати крупногабаритных, дорогих деталей за процессом печати всегда присутствует персонал, чтобы исключить или вовремя выявить брак, сбои в печати, и т.п.
Резюмируя вышесказанное, основными проблемами при FGF-печати являются: высокая прочность опорных структур, невозможность печати мостов и нависании, высокие термические напряжения при печати, невозможность ретрактов и необходимость печати с одной величиной потока.
Практически это приводит к следующим решениям:
1. Печать на фанере. Вместо клеев, адгезивов, подложек используется печать на фанере. Адгезия пластика к фанере достаточно высокая, для улучшения адгезии часто используется дополнительное «привинчивание» первого слоя к фанере саморезами. Используются два основных решения:
- печать первого слоя («рафта», «плота») «змейкой», с последующей печатью по этому слою.
- печать детали с «каймой» («юбкой»), причем юбка дополнительно крепится к фанере саморезами.
- печать детали с «ушками» для прижимов, использование для прижима детали к фанере веревок, лент и т.п.
При печати относительно небольших изделий (скамеек, сидений, ваз) сила адгезии в фанере достаточная, чтобы удержать деталь без дополнительных ухищрений.
2. Неортогональная печать. Для снижения напряжений длинные детали печатаются «под 45 градусов» или вообще – перпендикулярно платформе. Чем короче наносимый слой – тем меньше напряжения. При печати «под углом» длина сечения меньше длины детали – соответственно, напряжения ниже.
3. Инфракрасный подогрев печатаемой детали. Для снижения напряжений вместо термокамеры используется инфракрасные нагреватели, располагаемые близка к печатаемой детали
4. Печать без перекрещиваний, замкнутыми периметрами или в режиме вазы. Печать ведется с одним потоком, если есть возможность – в режиме вазы, предпочтительно в один периметр, без заполнения. При необходимости – заполнение делается волнами. При использовании перекрещивающихся заполнений – в месте перекрещивания возникают наплывы.
В заключении скажу, что несмотря на все эти сложности крупногабаритная «шнековая» печать получает всё большее распространение, т.к. для единичного и мелкосерийного изготовления больших пластмассовых деталей у неё нет альтернативы. И если серийная печать корпусов маломерных судов (см. здесь) или кузовов автомобилей – это больше хайп, эксплуатация "зеленой повестки" и эксперименты, то печать с последующей фрезеровкой оснастки для выклейки деталей из стекло- углепластика – это экономически оправданное использование подобного оборудования. Как показала практика, 3D-печать скамеек, сидений, ваз, плафонов, светильников – тоже может быть экономически выгодной.
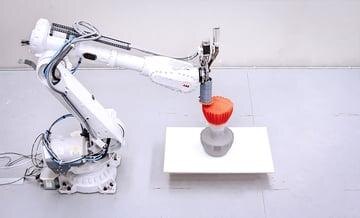
В заключении – несколько примеров крупногабаритной 3D-печати:
Об экструдерах для "шнековой" 3D-печати: