Цианированием называют химико-термический процесс насыщения, поверхности режущих инструментов углеродом и азотом. Цианирование повышает стойкость режущих инструментов в 2 - 3 раза.
Существуют три вида цианирования: жидкое, газовое и твердое. По скорости процесса наиболее коротким является жидкое цианирование (10 - 30 мин), газовое продолжается 1,5 - 3 ч и твердое – 4-5 ч.

Ввиду того, что для жидкого цианирования применяют ядовитые цианистые соли, этот процесс требует особых мер безопасности. Проводят жидкое цианирование в изолированном помещении, снабженном вытяжной вентиляцией.
Газовое цианирование осуществляют в герметически закрывающейся печи. Процесс поверхностного насыщения инструмента углеродом и азотом происходит в газообразной среде при температуре 525 - 560° С.
Способы цианирования выбирают в зависимости от конкретных условий: типа производства, количества выпускаемого режущего инструмента и т. п.
Цианировать инструмент можно после окончательной обработки, включая заточку и доводку, или после термической обработки. Перед цианированием все режущие инструменты промывают в 5%-ном растворе соляной кислоты, а затем в 5%-ном водном растворе едкого натра с последующей промывкой в горячей кипящей воде.
После этого на поверхности режущих инструментов, подвергаемых цианированию, не должно быть грязи, масла. Перед погружением в ванну инструмент должен быть сухим и чистым.
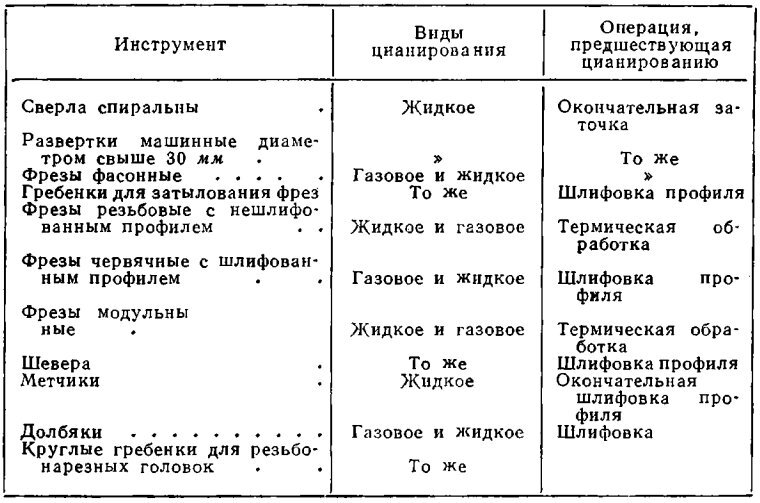
Наиболее распространенным видом цианирования является жидкое. Продолжительность выдержки режущих инструментов при жидком цианировании дана в таблице.
Цианирование в твердой среде применяют в тех случаях, если нельзя пользоваться жидким или газовым цианированием. При твердом цианировании режущий инструмент совместно с карбюризатором (70% древесного угля и 30% желтой кровяной соли) загружают в железный ящик так, чтобы между ними и стенками ящика был зазор 20 - 25 мм.
Ящик герметически закрывают, обмазывают огнеупорной глиной, а затем устанавливают в камерную электропечь. Процесс цианирования происходит при температуре 540 - 560 С.
Сущность процесса твердого цианирования аналогична процессу, происходящему при жидком цианировании. Результаты испытаний режущих инструментов после цианирования на стойкость даны в таблице.
#инструмент #сделай сам #химия #полезные советы