Сталь марки 12C27™ представляет собой практически идеальный исходный материал для изготовления широкого спектра изделий, обладающих режущими кромками, в том числе лезвий коньков.

Компания Sandvik была основана в 1862 году Гораном Фредериком Горанссоном (Göran Fredrik Göransson (1819–1900)), который первым в мире смог использовать метод Бессемера для производства стали в промышленных масштабах. На ранней стадии деятельность была сосредоточена на высоком качестве и добавленной стоимости, инвестициях в исследования и разработки, тесном контакте с клиентами и экспорте. Это стратегия, которая осталась неизменной на протяжении многих лет.
Метод Бессемера — производство бессеме́ровской стали — в настоящее время устаревший метод передела жидкого чугуна в литую сталь путём продувки сквозь него сжатого воздуха, обычного атмосферного или обогащённого кислородом. Превращение чугуна в сталь происходит благодаря окислению примесей, содержащихся в чугуне — кремния, марганца и углерода (отчасти также железа) кислородом воздуха дутья. Процесс был предложен в Англии Генри Бессемером в 1856 году.
В 1860-х годах ассортимент продукции включал сталь для бурения горных пород. IPO (Initial Public Offering — первичное публичное размещение) компании на Стокгольмской фондовой бирже состоялось в 1901 году. Производство нержавеющей стали началось в 1921 году, а цементированного карбида - в 1942 году. Производство инструментов из цементированного карбида началось в 1950-х годах в Гимо, Швеция.
Цементированный карбид является твердым материалом, широко используемым в качестве материала для режущего инструмента, а также для других промышленных применений. Он состоит из мелких частиц карбида, сцементированных в композит путем связывания металла. В цементированных карбидах обычно используют карбид вольфрама (WC), карбид титана (TiC) или карбид тантала (TaC) в качестве заполнителя. Упоминания «карбид» или «карбид вольфрама» в промышленных условиях обычно относятся к этим цементированным композитам.
В 1972 году название компании было изменено на Sandvik AB, а в 1984 году был введен новый тип организации, с материнской компанией и отдельными областями бизнеса.
Компания постоянно развивала свои предложения, в том числе новые технологии. В дополнение к органическому росту, расширение Sandvik также включало в себя ряд приобретений компаний на протяжении многих лет. Одним из примеров является Tamrock, финский производитель экскаваторов.
Сегодня деятельность Sandvik сосредоточена в следующих основных областях:
— Инструменты и инструментальные системы для промышленной резки металла
— Оборудование и инструмент, сервисные и технические решения для горнодобывающей и строительной отраслей
— Современные нержавеющие стали и специальные сплавы, а также изделия для промышленного отопления
Sandvik 12C27 ™ — это мартенситная нержавеющая хромированная сталь с оптимизированным анализом для высококачественных профессиональных лезвий. После термической обработки, включение углерода и хрома дает уникальные сочетания свойств, в том числе:
— Очень высокая твердость
— Хорошая коррозионная стойкость
— Очень высокая износостойкость
Типичные области применения Sandvik 12C27 ™ — охотничьи и рыболовные ножи, складные карманные ножи, лезвия коньков, ледорубы.
Химический состав (номинальный)%
C - 0,6 | Mn - 0,4 | Сr — 13,5 | Si - 0,40 | P ≤0.025 | S ≤0.010
Плотность — 7.7 г/см3
HRB (Hardness Rockwell B (твердость по Роквеллу)) — Max. 94,3
Важные факторы
При производстве хорошей стали необходимо учитывать три важных фактора:
— Химический состав (легирующие элементы)
— Чистота (без включений или микроэлементов, таких как свинец и ртуть)
— Микроструктура (однородная, с необходимой карбидной структурой)
Химический состав
Правильные ингредиенты в сплаве и правильные допуски по содержанию легирующих элементов обеспечивают лучшую основу для хорошей стали. Наиболее важными легирующими элементами в сталях Sandvik являются углерод (C), хром (Cr) и молибден (Mo). Количество легирующих элементов влияет на такие свойства, как твердость и коррозионная стойкость, а близкие допуски по составу делают материал предсказуемым и простым в использовании.
Химический состав стали должен быть сбалансированным, не слишком легированным и точным. Технические допуски должны быть жесткими, чтобы обеспечить высокое качество готового лезвия. Вот разбивка наиболее распространенных элементов в стали:
Углерод (С) — Основной драйвер для твердости. Однако слишком большое количество углерода затрудняет производство материала мартенситом, и поэтому для достижения высокой твердости необходимо глубокое замораживание. Твердость связана с количеством углерода, растворенного в стальной матрице. Связывая хром в карбиды, углерод косвенно снижает коррозионную стойкость.
Хром (Cr) — Основной драйвер для коррозионной стойкости. Достигнутая коррозионная стойкость связана с количеством Cr, растворенного в стальной матрице, и не связана с номинальным составом. Cr также является основным фактором образования карбидов.
Молибден (Мо) — Стимулирует образование карбидов и оказывает небольшое влияние на твердость и коррозионную стойкость в мартенситных нержавеющих марках.
Ванадий (V) — Сильный твердосплавный формовщик. Карбиды ванадия также очень стабильны и не растворяются при термообработке.
Азот (N) — Твердость, как у углерода, но не оказывает такого же негативного влияния на коррозионную стойкость. Азот обычно не используется, так как при обычном производстве стали трудно достичь значительных уровней азота.
Никель (Ni)- легирующий элемент, повышает устойчивость с окислению и ржавчине.
Сера (S) — Так же относится к вредным технологическим примесям, высокое содержание которой может существенно понизить все положительные свойства лезвия, такие как твердость, прочность и ударная вязкость. Образует сульфидные включения, которые влияют на возникновение точечной коррозии. Как правило содержание вредных элементов в качественных сталях мизерное. Предел для содержания серы - 0,035 - 0,065%.
Марганец (Mn), Фосфор (P) и Кремний (Si) — Эти элементы не вносят существенного вклада. Общее правило - держать их содержание как можно ниже.
Важно помнить, что твердость и коррозионная стойкость зависят от состава матрицы после закалки, а не от номинального химического состава стали. Избыточное количество этих элементов образует большие первичные карбиды во время литья и не увеличивает твердость или коррозионную стойкость готового лезвия.
Первичные карбиды сделают лезвие более ломким и более трудным для заточки, чем нож из мелкозернистой стали с той же твердостью. Стали, содержащие крупные первичные карбиды, также будут вызывать очень высокий износ инструмента для рубящих инструментов, что делает их непригодными для рубки или штамповки.
Чистота Стали
Примеси могут встречаться в нескольких формах. Одним из типов являются шлаковые включения, которые оказывают неблагоприятное влияние на ударную вязкость и коррозионную стойкость, поскольку включения создают «слабые места» в материале. Нежелательные и вредные для здоровья металлы, такие как свинец (Pb), ртуть (Hg) и кадмий (Cd), представляют собой другой тип примесей.
Неметаллические включения, показанные на рисунке ниже, всегда являются слабыми местами в стали. Они являются исходными точками для возникновения коррозии и трещин, которые снижают ударную вязкость.
Хромированные стали Sandvik десятилетиями используются во всем мире в пищевой и медицинской промышленности из-за их высокого уровня чистоты с учетом неметаллических включений.
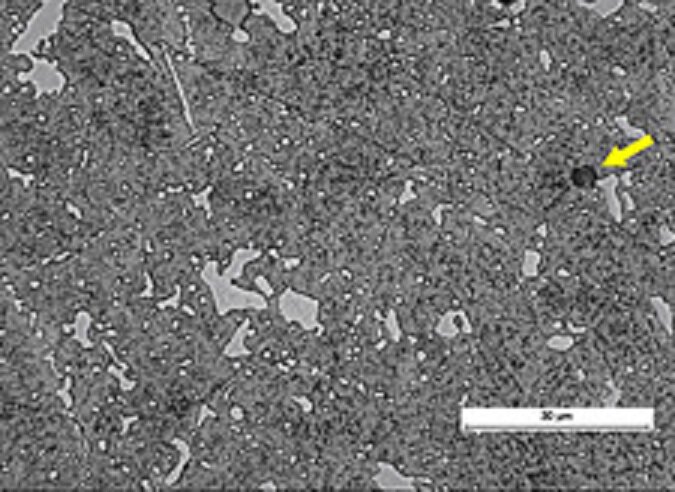
Желтая стрелка на изображении показывает пример неметаллического включения, которое может служить отправной точкой для коррозии и трещин.
Сталь Sandvik имеет намного более низкое содержание примесей и не содержит первичных карбидов, что обеспечивает очень высокую вязкость и хорошую коррозионную стойкость.
Микроструктура
Что отличает сталь Sandvik от конкурентов, так это мелкое распределение карбида по размерам и отсутствие крупных первичных карбидов. Это обеспечивает высокую прочность и остроту кромки, которая дольше остается острой, но при этом все еще легко заточена. Тонкая карбидная структура также обеспечивает острые края для оптимальной производительности.
Микроструктура является основным отличием мелкозернистых сталей Sandvik от других сталей, таких как ASTM 440, D2 и других крупнозернистых сталей.
Сравнивая изображения, легко увидеть крупные первичные карбиды из стали типа 440 (Рис.1) и тот факт, что в Sandvik 12C27 (Рис.2) таких карбидов нет.
Эти крупные первичные карбиды имеют диаметр до 40 микрон по сравнению с максимальным размером карбида Sandvik 12C27, который составляет 2 микрона (в среднем 0,5 микрона).
Лезвие с крупными твердосплавными пластинами (рис.1) будет гораздо труднее заточить, и будет практически невозможно заточить эту сталь до острой бритвы, что в свою очередь возможно с мелкозернистой сталью Sandvik (рис.2).