Изготовление топлива для атомных электростанций — длительный многоступенчатый процесс. В России он реализуется на нескольких предприятиях компании «ТВЭЛ» (входит в «Росатом»). На Новосибирском заводе химконцентратов (НЗХК) на базе обогащенного гексафторида урана производят тепловыделяющие сборки - ключевой элемент активной зоны энергетического ядерного реактора.
Инфраструктура, связанная с подготовкой топлива для атомной энергетики, разбросана по всей стране. Урановая руда для российских АЭС добывается в Забайкальском крае, Бурятии, Курганской области и за рубежом — в Казахстане. Изготовленный из нее концентрат поставляется в Томск или Ангарск (Иркутская область), где сырье очищается и переводится в гексафторид урана с природным содержанием изотопа U-235. В таком виде продукт приходит в Новоуральск (Свердловская область), где обогащается, и, наконец, отправляется на заводы в г. Электросталь (Московская область) или в Новосибирск, где происходит фабрикация топлива: гексафторид переводят в двуокись урана, из которой делают таблетки, собирают их в стержни, а стержни вставляют в шестигранники. На выходе получаются тепловыделяющие сборки для атомных станций — ТВС.
Производство диоксида урана
В качестве сырья Новосибирский завод химконцентратов получает гексафторид урана — единственное соединение урана, способное при определенных температурах и давлении переходить в газообразное состояние. После транспортировки в твердом состоянии его загружают в установку термостатирования, где газ испаряется. Затем он поступает в реакторную установку, где происходит реакция восстановления и из газообразной фазы образуется жидкая фракция — плавиковая кислота, и твердая фракция — порошок диоксида урана. Жидкая фракция через очиститель удаляется в специальные контейнеры и отправляется на склад. А порошок передается в восстановительную печь. Там при температуре 700° С происходит его обезфторивание и окончательное восстановление. После печи диоксид урана охлаждается и передается на просев и в установку контроля влажности. А затем — на установку гомогенизации, где порошок приводят в однородное состояние. После этого его выгружают в специальный контейнер, который передается на участок прессования.
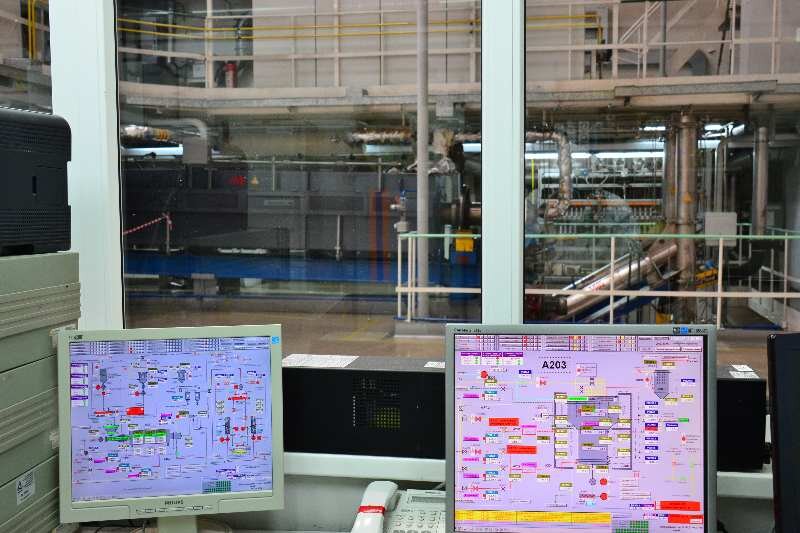
Все эти процессы происходят в автоматизированном режиме, в так называемой «грязной» зоне, куда человек может войти только в противогазе (спецзащите). Впрочем, в процессе нормальной работы это не требуется: все этапы техпроцесса операторы контролируют по мнемосхемам на экране монитора. Участие человека нужно только при загрузке и выгрузке сырья.
Производство идет круглосуточно. Расчетная производительность участка составляла 25 тонн диоксида урана в месяц, однако после модернизации ее увеличили почти на 25%. Это избавило завод от необходимости строить еще одну установку.
НЗХК использует сухой метод получения порошка, который обеспечивает более высокое качество продукции (выход годного продукта 93% вместо 73%) и позволяет снизить нагрузку на окружающую среду, в том числе за счет высокой энергоэффективности оборудования. Кроме того, плавиковая кислота, образующаяся в ходе процесса, представляет собой товарную продукцию без примесей урана, а при мокром методе вместо нее образуются жидкие радиоактивные отходы.
Участок по выпуску порошка — один из самых новых на НЗХК, он введен в эксплуатацию в декабре 2010 года. Прежде предприятие получало порошок (а еще раньше — и таблетки) диоксида урана от других предприятий, ныне входящих в состав компании «ТВЭЛ». Теперь здесь создано производство полного цикла. Единый центр ответственности облегчает процедуры контроля качества продукции.
Благодаря программе компактизации производственный цикл удалось локализовать не только на одном предприятии, но и в одном здании. В ходе экскурсии представители НЗХК с гордостью демонстрируют опустевшие цеховые пролеты, некогда занятые производственными линиями. Ведь опустели они не из-за падения объемов (производственная программа, наоборот, увеличивается), а благодаря рациональной организации пространства и переходу на более современное оборудование.
Производство топливных таблеток
На следующем переделе происходит изготовление таблеток. Сначала порошок поступает на установку гранулирования, где происходит формирование более крупной фракции, по форме похожей на снежинку (правда, увидеть такую «снежинку» можно только в микроскоп). Крупная фракция необходима для достижения большей плотности при прессовании. После грануляции порошок смешивается с пластификатором, а затем дозируется и прессуется в брикеты — таблетки диаметром 11 мм. Эти брикеты выгружается в молибденовую лодочку, в которой «плывут» по конвейеру в печь отжига.
За 18 часов лодочка проходит восемь зон нагрева. Там таблетка спекается и уменьшается в размерах, достигая при этом высокой плотности — 10,4 г/см³. После отжига таблетка перемещается на комплекс шлифования, где ей предают геометрические параметры, необходимые для установки в стержень. Полученный размер и форма контролируются с помощью лазерной установки. Соответствующая продукция отправляется дальше по конвейеру, а отбракованные таблетки перемалываются и возвращаются в процесс.
Изготовление ТВЭЛ
Задача следующего этапа — снарядить стержни таблетками диоксида урана. Стержни производятся из циркониевого сплава (материала, обладающего прочностью и нейтронной прозрачностью) на Чепецком механическом заводе (г. Глазов, Удмуртия).
На участке тоже можно наблюдать последствия компактизации: раньше для снаряжения стержней использовалось три линии, сейчас осталась одна, причем она вобрала в себя не только техпроцесс, но и контроль качества. В структуре линии одиннадцать контрольных установок. При технологии прошлого поколения оборудование и люди, выполняющие эти операции, были размещены в соседнем здании.
В каждый стержень помещается З50 таблеток. В зависимости от требований заказчика, в одной оболочке могут находиться таблетки одинакового и разного обогащения. Внутри трубки таблетки закрепляются пружинным фиксатором. После укладки таблеток в оболочку ее концы завариваются концевыми деталями. Но предварительно внутри трубки создается вакуум, а затем она наполняется гелием, чтобы компенсировать внешнее давление, возникающее в реакторе при эксплуатации.
Примерно три четверти цеха отдано под выполнение разнообразных контрольных операций. Оборудование проверяет массу параметров ТВЭЛ — размеры, количество таблеток, их обогащение, длину фиксатора, герметичность, контроль сварного шва, гладкость поверхности и т.д. Каждое изделие имеет идентификационный штрих-код, при его считывании можно увидеть результаты всех видов контроля.
Несмотря на возможности современных установок, заключительную контрольную операцию доверяют только человеку — визуальный контроль, как в старые добрые времена, выполняет работник ОТК. Когда-то, на заре освоения производства ТВЭЛ, отбраковывалась едва ли не половина всех элементов. Сегодня выход годного продукта составляет 99,7%.
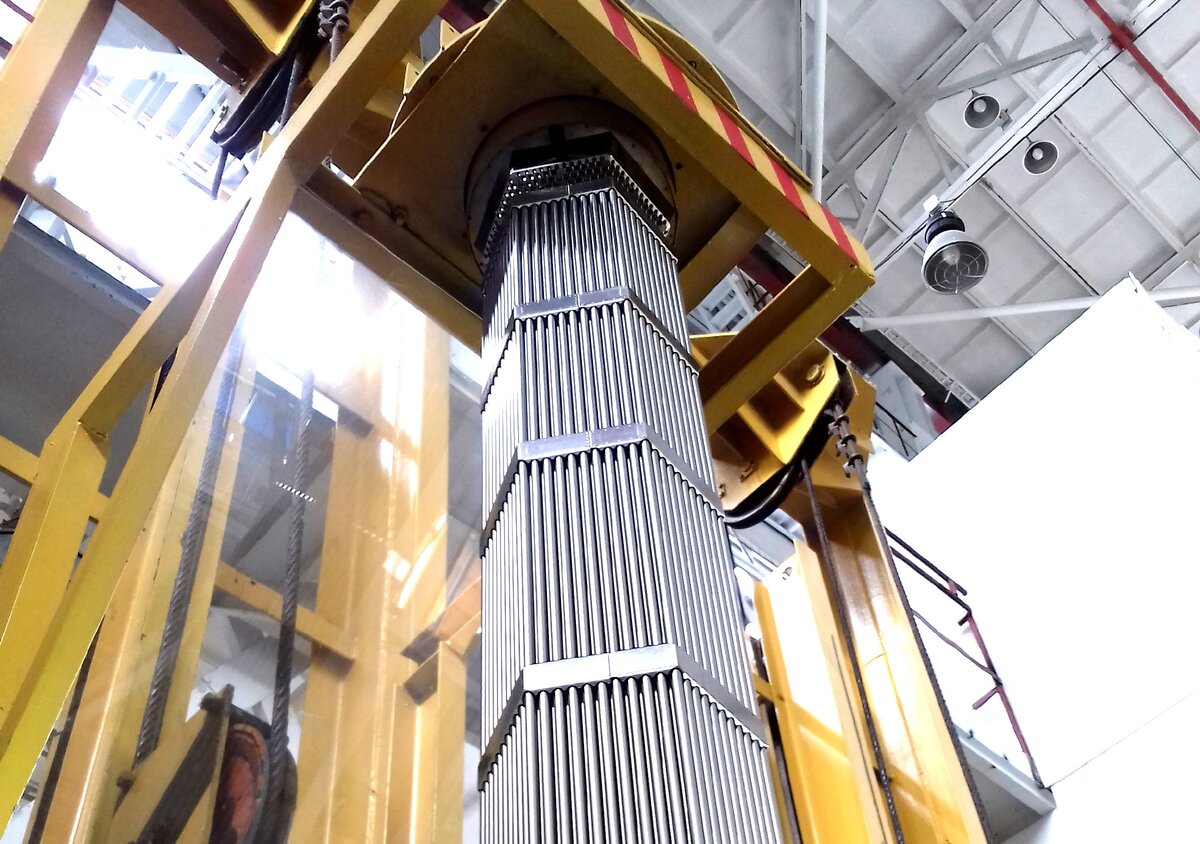
Производство ТВС
Перед снаряжением в каркас на готовые стержни наносят лакокрасочное покрытие, но в будущем его планируют заменить на менее затратную в технологическом отношении смазку.
Стандартный каркас ТВС предназначен для размещения 312 тепловыделяющих элементов и имеет 18 направляющих каналов и 15 поперечных решеток. Шестигранное поле решетки из 312 ячеек работницы завода собирают вручную, а затем робот сваривает ячейки между собой.
Все комплектующие для изготовления каркаса, в том числе головки и хвостовики, которые также изготовляются на НЗХК, поступают на участок сборки. Решетки размещаются на стенде, а потом их пронизывают направляющими каналами — и каркас готов. ТВЭЛы устанавливаются в него с помощью толкателя. Процесс автоматизирован: как и каждому стержню, каждой ячейке присвоен свой номер, что позволяет идентифицировать расположение стержня в каркасе. Это важно, потому что иногда в кассету укладываются слоями ТВЭЛы разного обогащения.
С помощью захвата готовый пучок перемещается на следующую позицию, где с торцов к нему пристыковываются головка и хвостовик. С помощью этих концевых деталей выполняется позиционирование ТВС в реакторе.
Наконец, ТВС проходит отмывку в ретортах и отправляется на участок контроля внешнего вида, где оценивается чистота и межТВЭЛьное расстояние. Это закрытая зона, куда может входить только ограниченный круг людей, список которых висит на входе. После проверки сборку упаковывают в чехол и транспортный контейнер.
Энергетическое топливо в виде ТВС поставляется на атомные станции России, а также экспортируется в Украину, Болгарию, Китай, Индию, Иран.
Помимо производства топлива, НЗХК выпускает тепловыделяющие сборки для исследовательских реакторов, которые используются для научно-исследовательских работ в области молекулярной и ядерной физики, радиационной химии, производства радиоактивных изотопов, приборов и оборудования, а также для подготовки специалистов по эксплуатации ядерных реакторов.
НЗХК — единственный в стране производитель металлического лития. Изначально выпуск лития был налажен в рамках программы по созданию термоядерной бомбы, но сейчас этот самый легкий в мире металл используется в мирных целях, причем значительная его часть идет на экспорт — в США, Японию, Францию, Германию и Южную Корею. Самые ходовые сорта — батарейный — для производства неперезаряжаемых источников тока и катализаторный — для изготовления химических соединений, необходимых для синтеза каучука. Кроме того, литий используется в металлургии для производства прочных и легких сплавов, востребованных в аэрокосмической отрасли, а также компонентов для литий-ионных аккумуляторов.