Меднение относиться к одним из самых широко используемых гальванических покрытий. Оно применяется как подслой для других покрытий, а также как самостоятельное функциональное покрытие. Одними из наиболее распространенных электролитов меднения является сернокислый. Они обладают целым рядом полезных свойств что делает их предпочтительными для многих задач.
История
Основателем гальванотехники является Российский ученый-физик - Борис Семенович Якоби
В 1836 г. Якоби разработал медно-цинковый гальванический элемент. Побочным эффектом работы которого являлось нарастание медной фольги на катод. Первый случай гальванического осаждения меди так же явилось отправной точкой для развития новой области - гальванотехники, которая разделилось на гальваностегию и гальванопластику.
Преимущества и недостатки сульфатных электролитов меднения
Преимущества:
- Просты по составу
- Не слишком токсичны
- Просты в эксплуатации
- Обладают высокой производительностью (скоростью осаждения)
- Доступны
Недостатки:
- Не позволяют получать хорошо сцепленные покрытия на стали, цинковых алюминиевых, титановых, сплавах
- Обладают невысокой рассеивающей способностью
Составы электролитов и режимы эксплуатации
В простейшем случае электролит составляется всего из двух компонентов: сульфата меди (медный купорос) и серной кислоты.
- CuSO4*5H2O (медный купорос) - 200 г/л
- H2SO4 (серная кислота концентрированная плотность 1,8 кг/л) - 60 г/л, в случае применения разбавленной кислоты, которая так же продается в виде электролита для свинцовых аккумуляторов плотностью 1,27 кг/л или 1,34 кг/л - 140 г/л и 120 г/л соответственно
- Режим работы: 1-3 А/дм2 без перемешивания
3-6 А/дм2 c перемешиванием - Температура - комнатная
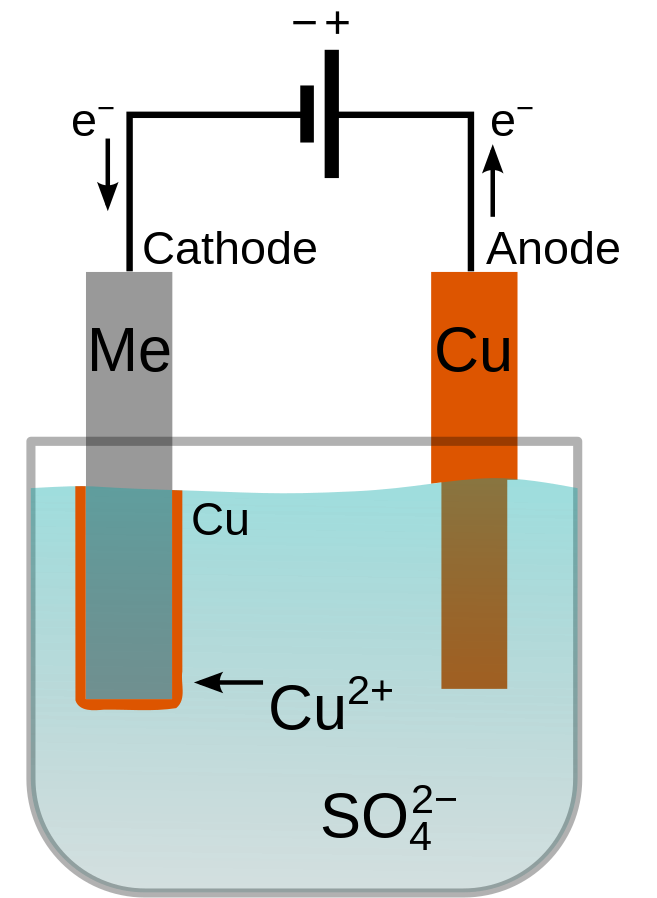
- Аноды - медные
- Катод(покрываемое изделие) подключают к минусу, Анод к плюсу
При этом соотношения кислоты к сульфату меди может изменятся в весьма широких пределах, так при увеличении содержания серной кислоты и снижении медного купороса, рабочие плотности тока и соответственно скорость осаждения будут снижаться, а осадки будут более гладкие, равномерные, рассеивающая способность электролита возрастает.
В случае повышения концентрации медного купороса и снижении кислоты, возрастут допустимы рабочие плотности тока, но осадки будут более крупнокристаллическими (шероховатыми), рассеивающая способность электролита снизится.
Таким образом для ускоренного покрытий, при повышенных плотностях тока, изделий с простой формой допустимо использовать растворы с концентрацией компонентов:
CuSO4*5H2O - 250 г/л
H2SO4(конц.) - 40 г/л
В случае покрытия деталей с усложнённой формой и необходимостью получения более гладких осадков:
CuSO4*5H2O - 100 г/л
H2SO4(конц.) - 180 г/л
При этом крайне желательно перемешивание и пониженные плотности тока.
Добавки
Одной из широко распространённых добавок, позволяющей интенсифицировать процесс осаждения, упростить растворения анодов, повысить рассеивающую способность электролитов, повысить эффективность блескообразующих добавок, являются хлориды. Положительное влияния хлорид-ион оказывает лишь в узком диапазоне малых концентрации. Так в случае введения NaCl (поваренная соль) рекомендуемая концентрация составляет - 0.03-0.06 г/л
Хромовый ангидрид (СrO3) вводят, когда требуется повысить скорость осаждения, производительный электролит имеет следующий состав:
- CuSO4*5H2O - 250 г/л
- H2SO4(конц.) - 20 г/л
- СrO3 - 2 г/л (Внимание, хромовый ангидрид крайне токсичен и требует крайне тщательной охраны труда)
- Температура - комнатная
- Плотность тока - 5 А/дм2
- Рекомендуется перемешивание
Широкое распространение имеют электролиты блестящего меднения, они позволяют исключить операции полирования. Большинство блескообразующих добавок патентованы, однако в литературе встречаются электролите блестящего меднения следующих составов:
Электролит №1
- CuSO4*5H2O - 180-250 г/л
- H2SO4(конц.) - 30-50 г/л
- HCl (соляная кислота) - 0,01-0.02 г/л
- Тиомочевина - 0.1-0.3 г/л
- Диэтиламин - 0.04 г/л
- Температура - комнатная
- Плотность тока - 3 А/дм2
Электролит №2
- CuSO4*5H2O - 180-250 г/л
- H2SO4(конц.) - 50-70 г/л
- Сульфированный декстрин - 0.8-1 г/л
- Температура - комнатная
- Плотность тока - 1-2 А/дм2
Электролит №3
- CuSO4*5H2O - 200 г/л
- H2SO4(конц.) - 50 г/л
- Тиомочевина - 0.44 г/л
- Температура - не более 20°C
- Перемешивание - не требуется
- Плотность тока - до 7 А/дм2
Электролит №4
- CuSO4*5H2O - 200-250 г/л
- H2SO4(конц.) - 50-75 г/л
- Этиловый спирт - 7-10 мл/л
- Температура - комнатная
- Плотность тока - 1-2 А/дм2
Особенности эксплуатации
В случае применения кислых электролитов необходимо учитывать что качественные, плотно сцепленные с основой покрытия можно получать на изделиях из меди и медных сплавах (латунь, бронза), а так же поверхности предварительно покрытой никелем.
По этой причине если необходимо покрыть стальные изделия медью, а в наличии не имеется щелочных электролитов меднения (пирофосфатные, цианидные и др.) применяют предварительное нанесение никелевого подслоя 1-2 мкм, затем производят меднение в кислых электролитах.
Литература
Данная статья не носит научный характер и составлена в ознакомительных целях.
Для получения более полной информации по химическому никелированию рекомендую следующую литературу:
- Л.Г. Зальцман, С.М. Черная. Спутник гальваника
- П.С. Мельников. Справочник по гальванопокрытиям в машиностроении
- Я. Шкержик. Рецептурный справочник для электротехника
- М.А. Шлугер, А.Я. Рябой, С.С. Плетенев, Н.Ф. Мелащенко, А.В. Мареичев, Н.С. Ионычева, В.И. Игнатьев, Гальванические покрытия в машиностроении. Справочник. Том 1
- М.А. Беленький, А.Ф. Иванов. Электроосаждение металлических покрытий. Справочник
- Modern Electroplating, Fifth Edition, Edited by MORDECHAY SCHLESINGER, MILAN PAUNOVIC