Рассказываем, как специалисты Biopolymer Technologies испытывали реагент BMG–C4 на фабриках Малайзии и Индонезии, проводили аудит и выстраивали систему сбора производственных показателей.
Клиенты
Специалисты Biopolymer Technologies проводили опытно-промышленные испытания на пяти фабриках по производству пальмового масла в Малайзии и Индонезии. В общем их характеристики были следующими:
- Производительность: 15–65 тонн в час.
- Основное оборудование: центрифуги, декантеры, кларификаторы, стерилизаторы.
На фабриках, где проводили ОПИ, использовали кларификаторы объёмом 30–220 тонн в час, расположенные от одного до трёх в ряд. Что касается стерилизаторов, фабрики с производительностью 15–40 тонн в час использовали горизонтальные и вертикальные стерилизаторы, с производительностью выше 40 тонн в час – горизонтальные.
- Объём потерь: 0,8–1,5% в жидкой фазе, и 2,5–7% в твёрдой фазе.
- Объём обработанных фруктов в день: этот показатель зависит от производительности фабрики, продолжительности смены и сезонности. Например, фабрика с производительностью 30 тонн в час, работая в две смены в разгар сезона, может обрабатывать 720 тонн фруктов в сутки. В несезон и при нестабильных поставках фруктов, фабрика обрабатывает около 300 тонн в день.
Задачи
Часть фабрик стремилась снизить содержание масла в выбросах воды и в твёрдой фазе, часть — повысить коэффициент экстракции (OER). На решение этих задач влияют несколько факторов. Внутренние факторы — это работа стерилизатора, прессов, вакуумного осушителя, центрифуг или декантера, а также температура в кларификаторе. Внешние — это не только сезон дождей, но и вид фруктов, степень засушливости и возраст плантации, применение удобрения, время сбора урожая.
Чтобы снизить потери масла или повысить OER, в основном, используют два способа: добавляют реагенты в производственный процесс или используют более совершенные декантеры и центрифуги.
Предложенное решение
Для решения обеих задач специалисты Biopolymer Technologies предложили фабрикам использовать реагент BMG–C4 в процессе производства. Это не требует капитальных вложений и изменения существующего на фабрике процесса производства. Кроме того, BMG–C4 экологичен, безопасен и улучшает качественные показатели масла, снижая FFA и содержание влаги.
Ход работ
Команда Biopolymer Technologies показала фабрикам презентацию продукта и расчёт эффективности его применения. Было решено перейти к лабораторным испытаниям, а затем — опытно-промышленным (ОПИ).
В ОПИ участвуют члены команды Biopolymer Technologies в Юго-Восточной Азии. Это специалисты с 20-летним опытом проектирования и управления фабриками по производству пальмового масла. Экспертиза российских специалистов подкреплена трёхлетним всесторонним изучением этой отрасли: фабрик, процесса производства, проектированием и изготовлением станций по дозированию реагента, анализом его дозировок и эффективности точек его дозирования.
Это помогает разработать схему применения BMG–С4, которая даст максимальный эффект в условиях конкретной фабрики. Кроме того, в рамках испытаний Biopolymer Technologies проводит аудит фабрики и улучшает технические и технологические процессы. Чтобы объяснить, как это происходит, расскажем подробнее о лабораторных и опытно-промышленных испытаниях.
Лабораторные испытания
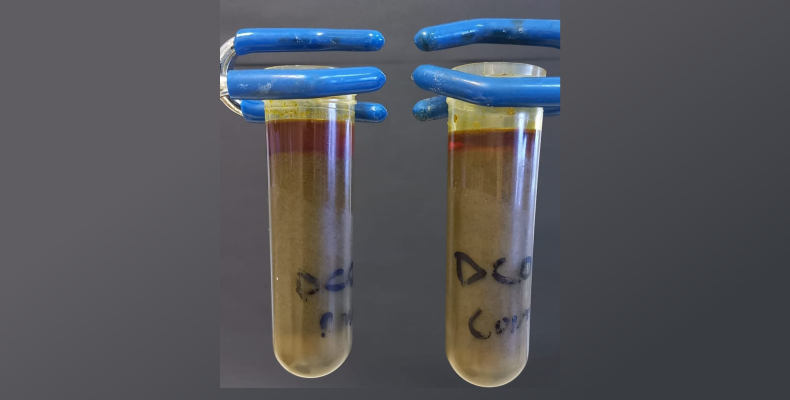
Специалисты Biopolymer Technologies приезжают на площадку клиента и в течение одного–двух часов проводят испытания реагента BMG–C4 на образцах в лаборатории фабрики: в пробирку с маслом добавляют реагент, выдерживают час при температуре 80°С. Затем показывают клиенту, насколько больше масла получилось выделить по сравнению с контрольным образцом.
Лабораторные испытания показывают эффект BMG–C4 в статичных условиях. Чтобы увидеть эффект в динамичных условиях непрерывного потока сладжа, мы переходим к опытно-промышленным испытаниям.
Опытно-промышленные испытания (ОПИ)
Это испытания BMG–C4 в реальных условиях, они длятся от одной до четырёх недель. За этот период реагент BMG показывает устойчивую эффективную работу при меняющихся условиях, которые невозможно смоделировать в лаборатории:
- непрерывный процесс;
- колебания в содержании масла, воды и твёрдого осадка в сладже, подаваемом в кларификатор;
- экстракция масла в нескольких ёмкостях большого объёма;
- более продолжительный процесс экстракции — от 5 до 8 часов;
- более высокие температуры экстракции — от 90 до 100°С;
- влияние количества работающих прессов, их техническое состояние;
- наличие скиммера для сбора масла с поверхности кларификатора;
- влияние дополнительных ёмкостей отстоя и возврата масла и сточных вод в начало процесса;
- производительность декантеров, центрифуг и их реальное состояние;
- сезонность — в сезон дождей фруктовые гроздья содержат больше влаги, а отделённые фрукты поставляют с большим содержанием грязи.
Подготовка к ОПИ
Подготовку к ОПИ ведут четыре рабочие группы Biopolymer Technologies: проектная, технологическая, лабораторная и аналитическая. До приезда на фабрику проектная группа получает от неё информацию о том, какое оборудование она использует, и какие у него технические характеристики. Это позволяет определить оптимальную точку ввода BMG, рассчитать время прохождения масла от начальной до конечной точки процесса, составить карту и хронометраж сбора образцов.
После этого группа составляет индивидуальную программу ОПИ для конкретной фабрики и передаёт эти данные технологической, лабораторной и аналитической группам. Кроме того, проектная группа делает техническое и документальное сопровождение, принципиальную схему и согласовывает это с клиентом.
Когда программа ОПИ готова и согласована, технологическая группа выезжает на фабрику вместе с лабораторной группой и минимум 7–10 дней собирает данные о работе фабрики до начала дозирования BMG, уточняет программу испытаний. До испытаний, во время и после них проектная и технологическая группы консультируются с аналитической группой. Это специалисты из российского офиса Biopolymer Technologies, которые обрабатывают полученные данные.
«В самом начале мы приезжаем и смотрим, как работает фабрика, какие у неё особенности, как организован производственный процесс. Затем соотносим реальные показатели с теми, которые сообщила фабрика, и которые прописаны в технологическом регламенте или инструкции. Для этого мы общаемся с персоналом, анализируем работу заводской лаборатории — как часто персонал собирает образцы и насколько точно их обрабатывает. Помимо этого, мы смотрим на работу персонала при отклонениях от процесса — например, что он делает, если видит рост содержания масла в стоках в 2–3 раза, содержание влаги в готовом масле выше 2%, или FFA выше 30%».
Александр Ягупов, директор R&D, кандидат технических наук

Далее специалисты технологической группы монтируют станцию растворения и дозирования BMG–C4 на площадке клиента, тестирует её вхолостую на воде, калибруют и настраивают автоматику. Затем делают точку ввода BMG–C4 и определяют дату и время начала дозации.
Проведение ОПИ
После начала дозации реагента технологическая и лабораторная группы собирают большое количество образцов и данных: ежедневно они проводят три–четыре вида лабораторных тестов каждые три часа. Собранные данные в режиме реального времени передают аналитической группе. Важно делать тесты на выходе практически из каждого участка, чтобы увидеть чёткую динамику изменений после начала дозирования BMG и сравнить это с контрольными «холостыми» данными. Именно на основе этих данных можно сделать вывод об эффективности работы реагента.
Помимо сбора образцов, технологическая группа контролирует параметры работы фабрики, точность показаний, стабильность работы оборудования в целом и дозирующей станции BMG в частности — специалисты корректируют настройки и устраняют неполадки, если это необходимо.
Мы стараемся зафиксировать процессы на уровне неизменяемых технических и технологических параметров, поскольку любое изменение технологического процесса влияет на результат ОПИ.
Сергей Попов, операционный директор
После завершения ОПИ
После окончания испытаний, когда реагент уже полностью вышел из системы, специалисты технологической группы в течение 10 дней собирают контрольные данные с тех же точек дозации, что и во время ОПИ. Чтобы подтвердить эффект внедрения BMG–C4, они контролируют работу фабрики: работу оборудования и точность показателей, поскольку любое изменение технологического эффекта влияет на результат.
После завершения ОПИ и сбора контрольных данных специалисты Biopolymer Technologies передают все данные аналитической группе. Через одну–две недели группа подводит итоги ОПИ, формирует отчёты, рекомендации и предоставляет их клиенту.
Какие бывают сложности, и как мы их решаем
Фактические параметры работы фабрики не совпадают с заявленными
На этапе подготовки к ОПИ проектная группа Biopolymer Technologies готовит программу испытаний, основываясь на информации, которую предоставила фабрика. Когда группа приезжает на фабрику, часто выясняется, что они неточные. Например, технологические схемы не совпадают с реальными, значительно отличаются показатели оборудования.
Как решаем: корректируем показатели, расчёты, программу ОПИ. Если технологические схемы не совпадают с реальным оборудованием, меняем их или собираем другое оборудование на месте.
«Бывает, в штаб-квартире фабрики нам говорят, что потери масла на выходе составляют 0,8%. Когда наши специалисты выезжают на фабрику и уточняют показатели, оказывается, что потери составляют от 1,5 до 3,5%.
Такое расхождение данных получается, когда методики измерения отсутствуют или некорректны. Например, на одной фабрике мы столкнулись с тем, что сотрудники ежедневно неправильно отчитывались за собранное масло, потому что использовали ошибочную таблицу с расчётами плотности масла в зависимости от температуры».
Игорь Темиров, директор по развитию бизнеса в Азии, MBA
На фабриках нет оборудования для точного мониторинга производственных процессов и сбора анализов
При подготовке к ОПИ специалисты Biopolymer Technologies наблюдают за тем, как фабрика проводит лабораторные анализы, и зачастую видят, что измерения зависят от человеческого фактора. Это приводит к неточностям полученных результатов, и в этом основная сложность, потому что для ОПИ нужны точные измерения.
Как решаем: на месте создаём свои методики измерения, согласовываем с менеджментом фабрики их использование и внедрение измерительного оборудования, проводим измерение вместе с персоналом фабрики, чтобы они доверяли нашим результатам и перенимали методику. Нам это позволяет точно измерить и показать эффективность BMG–C4, а фабрике помогает контролировать производство и управлять им.
Практически на каждой фабрике были сложности с проведением измерений. Для точного дозирования BMG нам нужно знать объём потока сладжа. Но чаще всего у фабрики нет средств для измерения этого потока, и его измеряют «на глаз». Например, нам говорят, что насос перекачивает 60 куб.м/час. Мы замеряем — оказывается, производительность насоса — 18 куб.м/час. На одних фабриках мы решали вопрос замеров в ручном режиме: замеряли объём баков, с помощью секундомеров определяли время выкачивания бака и считали расход. На других фабриках удавалось согласовывать установку расходомеров.
Сергей Попов, операционный директор
«На одной из фабрик не получалось определить объём товарного масла в ёмкости — сколько масла долили и сколько слили, когда загружали в машину. День на день показатели не совпадали — была погрешность 300 кг. Поскольку в рамках ОПИ мы должны были подсчитать каждый грамм масла, для нас эта погрешность была катастрофической. Потом мы выяснили, что у ёмкости был дефект, поэтому внутри неё наварили металлическую конструкцию. Она влияла на объём масла: когда его уровень был выше или ниже неё, показатели были в норме. Но когда масло было на уровне конструкции, получались погрешности».
Александр Ягупов, директор R&D, кандидат технических наук
Фабрики не измеряют качество фруктов – их масличность
Отсутствие измерений масличности фруктов — продолжение первой сложности, но на этом важно сделать акцент. Масличность фруктов меняется в зависимости от сезона дождей и территории, где их вырастили. Это качество сырья влияет на показатели экстракции пальмового масла, но фабрики практически не измеряют его, а те оценки, которые есть, субъективны и недостаточно точны для опытно-промышленных испытаний.
Как решаем: специалисты Biopolymer Technologies обратились к ведущим университетам, где есть лаборатории и пилотные установки по экстракции пальмового масла. Они оснащены самым высокотехнологичным оборудованием, которое помогает измерить масличность фруктов, технологические параметры процесса и показать эффективность применения BMG для повышения экстракции и снижения потерь пальмового масла.
Фактические процессы производства на фабрике отличаются от регламентных
Когда проектная группа приезжает на площадку клиента, первое впечатление — всё работает так, как написано в отчёте фабрики. Затем специалисты Biopolymer Technologies начинают вдаваться в детали, и появляются необъяснимые моменты — нарушения законов физики и материального баланса.
Как решаем: ищем причины самостоятельно, потому что персонал фабрики общается со специалистами Biopolymer Technologies как с аудиторами — рассказывают то, как должно быть, а не как есть на самом деле.
«На одной фабрике по утрам содержание масла после центрифуги было одинаковое в обоих потоках — и в сточных водах, и в оборотном цикле. Но в сточных водах масла быть не должно. Мы две недели не могли понять причину, пока однажды ночью я случайно не зашёл на фабрику и не увидел человека с фонариком, который наливал воду в кларификатор. Каждую ночь он наливал несколько тонн воды, чтобы извлечь скопившееся в кларификаторе масло. Вода выдавливала масло наверх, утром его собирали оттуда, а вода приходила на центрифугу и попадала в оба потока на выходе. Об этой операции никто не говорил, в регламенте её не было».
Александр Ягупов, директор R&D, кандидат технических наук
Есть риск увеличения сроков проведения ОПИ
Чтобы показать устойчивую работу решения BMG, достаточно шести–семи дней ОПИ. Положительный эффект от применения BMG виден уже на третий день, но для корректного подсчёта объёма переработанных фруктов требуется как минимум неделя. Этот показатель важен для вычисления коэффициента OER — отношения количества полученного масла за день к количеству фруктов, переработанных в этот день. Дневное количество фруктов сложно подсчитать в реальных условиях работы фабрики: ежедневно их привозят грузовиками и выгружают на площадки размером 3 000–10 000 кв.м. Поэтому чтобы получить точное значение, перед стартом опытно-промышленных испытаний площадку выгрузки полностью очищают от фруктов и подсчитывают объём переработанных фруктов в конце недели.
На каждой фабрике уже на третий день ОПИ мы видим стабильный положительный эффект от применения BMG. Но для клиента это слишком короткий срок, чтобы принять решение о внедрении BMG в производство. Поэтому нас часто просят проводить более длительные ОПИ или повторить результат.
Сергей Попов, операционный директор
Есть факторы, которые могут затянуть сроки ОПИ:
- Неравномерная работа фабрики:
— Длительность рабочего дня. Фрукты не запасти, потому что они быстро портятся: когда их срезают с пальмы, нужно за несколько часов привезти их на фабрику и переработать в этот же день. Иначе они окислятся, качество пальмового масла будет ниже, соответственно, цена на него — меньше. Поэтому чтобы успеть переработать весь объём сырья, фабрика может работать без перерыва несколько дней.
— Перебои с поставками сырья. Если у фабрики нет своих плантаций, она закупает фрукты на рынке, и цена на них устанавливается каждое утро. Если фабрика прогадала с ценой, конкуренты могут перекупить фрукты. В таком случае фабрика остаётся без сырья. Однажды во время ОПИ запасы фруктов кончились, и фабрика простаивала пять дней. Пришлось начинать ОПИ заново, потому что важно получить непрерывные данные.
Другая причина перебоев с сырьём — государственное регулирование цен. Например, в 2022 году правительство Индонезии запретило экспорт масла, чтобы внутри страны цены на него не повышались. Получился избыток фруктов внутри страны, цены на них упали, работа плантаций стала нерентабельной. Это привело и к остановке фабрик по производству пальмового масла.
- Поломка оборудования
Во время одних испытаний на фабрике вышел из строя дозирующий насос: вода была грязная, а он уже был изношен. В результате скорость дозации упала, специалистам Biopolymer Technologies пришлось приостановить испытания, заменить оборудование и начать серию ОПИ заново. В другой раз, когда Biopolymer Technologies пришлось приостановить ОПИ из-за поломки насоса, но пауза была не такой длительной — в этот же день фабрика заменила насос, и можно было продолжить испытания.
Результат
Для фабрик, которым нужно было повысить экстракцию пальмового масла. Такие фабрики делятся на два типа: одни обрабатывают гроздья фруктов, другие — только отдельные плоды. На фабриках первого типа коэффициент OER вырос с 4,5 до 8% во время дозирования BMG. На фабриках второго типа — на 11–15%.
Для фабрик, которым нужно было сократить потери. Содержание масла на выходе в водной фазе снизилось на 36%, в твёрдой фазе — на 29%.
Вне зависимости от задач фабрики в результате ОПИ каждая из них получила бесплатный аудит и рекомендации по улучшению технического и технологического процесса. В итоге из пяти фабрик, где Biopolymer Technologies проводили ОПИ, на двух мы перешли к внедрению решения, на трёх ещё ведём переговоры.
Для фабрик без системы точных измерений. Основная и самая частая сложность опытно-промышленных испытаний в том, что фабрики не проводят точных измерений параметров производственного процесса. Раз за разом специалисты Biopolymer Technologies сталкивались с тем, что фактические параметры отличаются от заявленных фабрикой. Но в этой проблеме есть огромный потенциал для развития самой фабрики. Пока большинство работает по привычной модели, вы можете внедрить системные, точные измерения по рекомендациям специалистов Biopolymer Technologies. Это даст вам конкурентное преимущество, поскольку так вы сможете взять производство под контроль, управлять им и развиваться быстрее.
Обращайтесь к Biopolymer Technologies — мы проведём лабораторные и опытно-промышленные испытания на вашей фабрике и покажем, что вы можете зарабатывать больше.