В статье – о MELD Manufacturing и технологиях 3D-печати наплавкой трением.
Введение
Сварка трением известна со врой половины XX века.
Сварку трением считается одной из разновидностью сварки давлением, при котором осуществляется прижим заготовок с одновременным перемещением заготовок (или инструмента) относительно друг друга.
В результате трения происходит разрушения оксидных пленок, разогрев кромок свариваемых деталей и переход металла в месте трения в высокопластичное состояние без расплавления. Если резко остановить перемещение заготовок – они сварятся в единую деталь.
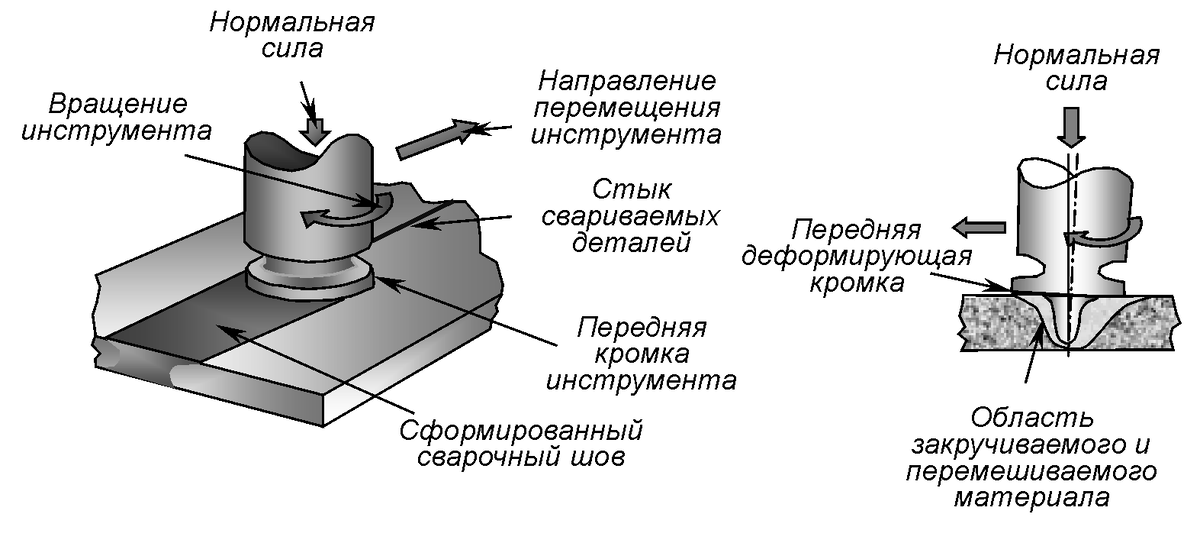
Обычно сварку трением используют для круглых заготовок (ротационная сварка трением), но есть варианты и сварки листов или кромок – при этом по месту шва перемещается инструмент, который за счет прижима и трения создает шов, «перемешивая» материалы кромок заготовок (так называемая сварка трением с перемешиванием). Для сварки трением используется специальное оборудование, но при определённом умении сварку трением можно осуществить и на обычном сверлильном и токарном станке. Достоинства сварки трением – нет необходимости в защитной атмосфере, высокая плотность шва, минимальные термические напряжения, возможность сварки разнородных материалов. Еще одно достоинство – возможность сварки не только металлов, но и термопластов.
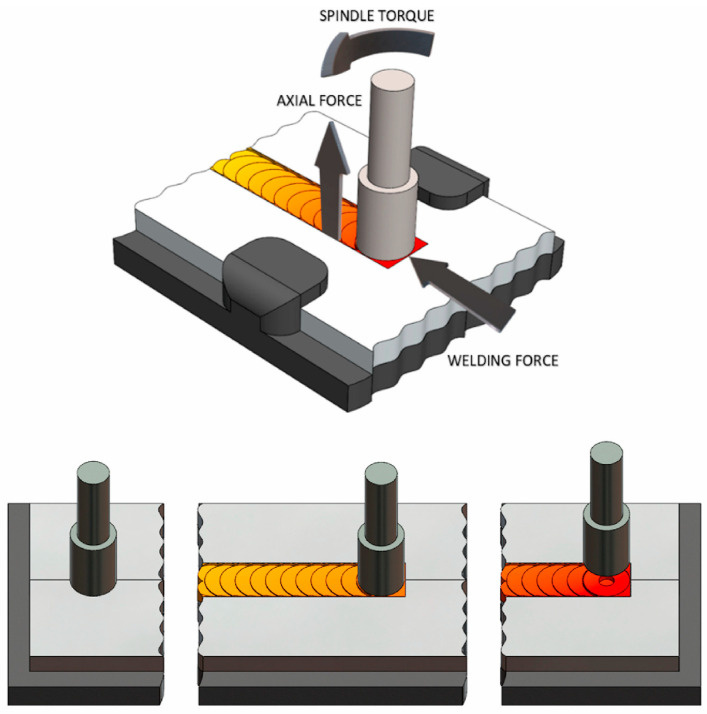
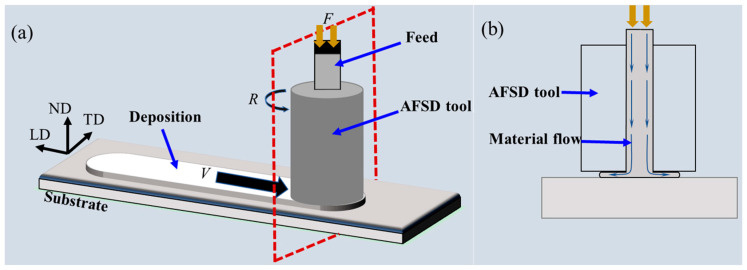
В начале XXI века с распространением 3D-печати появились различные идеи использовать сварку трением в аддитивных технологиях. Для аддитивного производства наиболее подходит разновидность «с перемешиванием» с начала XXI века различные исследователи начали проводить опыты по 3D-печати фрикционной наплавкой материала, и они продолжаются до сих пор.
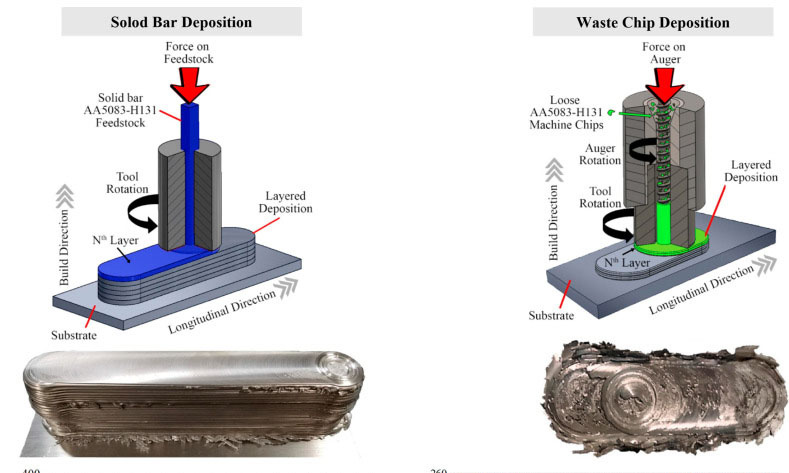
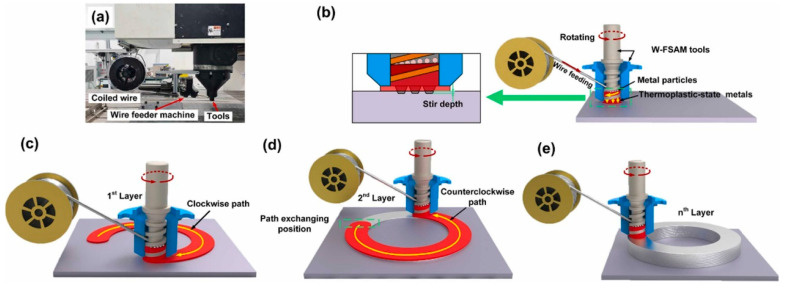
Достоинства такой технологии очевидны – большая производительность, высокая плотность получаемых деталей (отсутствие пор и трещин), минимальные термические напряжения. За два десятка лет опытов разработаны методики наплавки при помощи вращающегося инструмента с подачей материала в виде фасонного прутка, в виде проволоки, и в виде порошка.
Различные группы исследователей использовали самые различные аббревиатуры для обозначения технологии:
AFS – additive friction stir (аддитивное (производство) трением с перемешиванием)
AFSD – additive friction stir deposition (аддитивное (производство) наплавкой трением с перемешиванием)
FD – friction deposition (наплавка трением)
FSAM – Friction Stir Additive Manufacturing (
FSF – friction stir fabrication (производство трением с перемешиванием)
FSMD – friction stir metal deposition (наплавка металла трением с перемешиванием)
FSD – friction stir deposition (наплавка трением)
FSAM – friction stir additive manufacturing (аддитивное производство поверхностным трением)
Но опыты опытами, но один из вариантов технологии в настоящее время внедрен в реальное производство, о нем - ниже
MELD Manufacturing
В 2017 году компания Aeroprobe и Институт сварки Эдисона (EWI) (США) анонсируют новую методику промышленной 3D-печати металлами, основанную на технологии сварки трением с перемешиванием.
В апреле 2018 года Aeroprobe Corporation (США) создает дочернее предприятие MELD Manufacturing, которое начинает предлагать промышленное оборудование для 3D- печати наплавкой металла трением с перемешиванием.
Особенность технологии – использование материала в виде порошка или гранул. Требования к порошку менее жесткие, чем для других методов (селективного лазерного плавления СЛП (SLM) или прямого лазерного выращивания ПЛВ) – нет жестких требований к сферичности, размеру частиц, возможна печать даже отходами – дробленой стружкой или опилками.
Сварочная головка достаточно экономна – потребляемая мощность составляет несколько киловат, и очень производительна: скорость «наплавки» алюминия достигает 18 кг/час, стали – 10 кг/час, титановых сплавов 2,5 кг/час, никелевых сплавов типа Инконеля – 0,67 кг/час. Головка может «наплавлять» самые различные металлы – алюминий, магний, медь, цинк, бронзу и тп.п – главное, чтобы материал не был антифрикционным, а температура плавления была ниже 1800°С.
Но есть и неприятный момент – ширина «линии» составляет не менее 45 мм, и немного гуляет от слоя к слою – в результате напечатанные изделия можно использовать только как заготовки для последующей мехобработки.
На базе одной «сварочной» головки предлагается линейка оборудования рабочей зоны от 1,14х0,58х0,58 м в младшей модели чисто аддитивной установки до 4х2,7х1 метр в самой большой «гибридной» установке с наплавляющей и фрезерной головками. По спецзаказу MELD выпускала и более крупные установки – например с рабочей зоной 6 х 9 х 3,5 м для армейского арсенала в Рок-Айленде (США) в 2022 году.
Особым спросом подобное оборудование не пользуется – компания MELD Manufacturing выпустила считанное количество станков, в основном деятельность сводится к рекламе возможностей технологии, выдвижении новаторских идей.
В рекламных целях был напечатан макет R2D2 из алюминия в натуральную величину, были опыты по 3D-печати из подбитой бронетехники, предложения по печати бронекорпусов для легкобронированной технике и т.п.
Особое внимание в рекламе уделяется возможности печати из магниевых и алюминиевых сплавов крупногабаритных деталей без термических напряжений и возможности наплавки ребер жесткости на листовые детали.
Заключение
Насколько технология 3D-печати фрикционной наплавкой получит распространение – покажет будущее.
Но сам факт возможности печати дробленой стружкой может быть интересна для металлообрабатывающих производств, где стружки накапливается много… Правда стружку необходимо отмыть от следов СОЖ и раздробить.
С моей точки зрения эту технологию необходимо относить к группе технологий «прямой подвод энергии и материала», но Трубашевский в своих книгах её относит к группе «экструзия материала».