Привет, сегодня поговорим о применении ручных(портативных) сканеров для решения некоторых задач литейного и смежных производств. Но разобранные в статье аспекты применимы так же и для стационарных сканеров, с некоторыми оговорками. Для начала, если компания занимается литьём крупных деталей или преобладающая часть — это тяжёлые и крупные детали, то рекомендация, присмотреться к ручным 3D-сканерам. Если компания занимается литьём и изготовлением небольших деталей, которые можно без больших сложностей переносить руками, то рекомендация присмотреться к стационарным сканерам на штативах. Использование поворотных столов и дополнительных устройств упростит задачи по сканированию любыми типами сканеров.
Если производство крупное, имеет конвейерную линию и массово выпускает продукцию, и стоит цель понизить процент брака и улучшить контроль качества продукции, тогда путь лежит в сторону автоматизированных устройств.

Автоматизированные системы компании Scantech создаются базе 3D-сканеров с оптическими отслеживающими трекерами устанавливаемых на промышленные роботы манипуляторы.
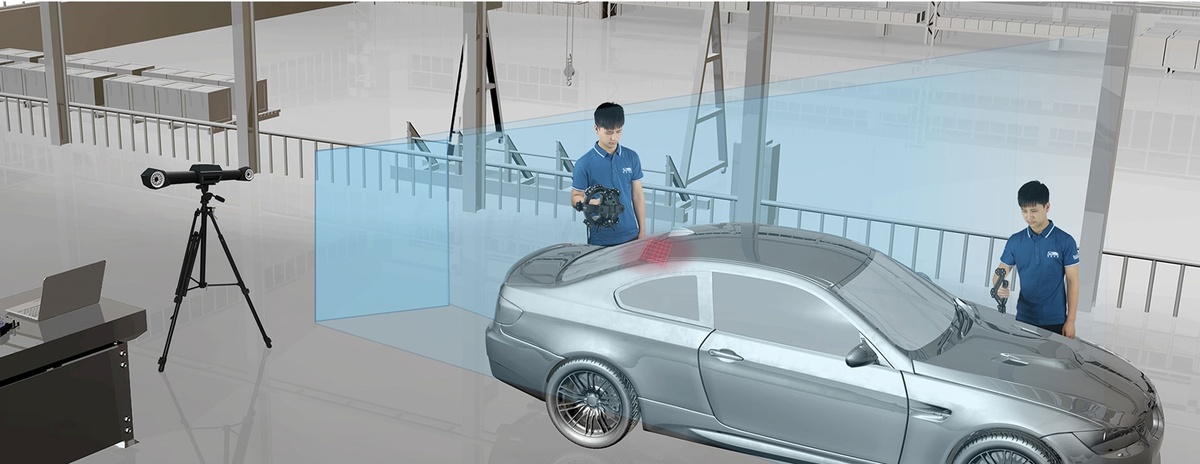
Такие системы максимально дороги, но позволят ввести на производстве автоматизированный контроль 100% изделий.
Прежде всего стоит разобраться в типах ручных 3D-сканеров:
1 – сканеры структурированного подсвета
2 – сканеры с лазерной маской
И те и другие сканеры являются оптическими приборами, у первых для подсветки объекта сканирования используется проектор (световые линии или световой паттерн), а у вторых источник лазерного излучения (лазерных линий) Для захвата преломления световых линий или лазерных линий на геометрии изделия, обсчёта данных и генерации виртуальных поверхностей по методу триангуляции используются две камеры с фиксированным углом схождения объективов.
Часто, сканеры с лазерной маской, называют лазерными сканерами, но это не совсем верно, т.к. это оптические устройства, так же использующие две камеры для захвата геометрии.
И у первых, и у вторых свои преимущества и недостатки.
Ручные мобильные сканеры обладают минимальными ограничениями по портативности и габаритам изделий. В отличии от сканеров на шарнирных манипуляторах у ручных 3D-сканеров нет привязки к системе координат, нет нуля координат. При работе с маркерами, ручные сканеры не восприимчивы к производственным вибрациям.
3D-сканеры при сканировании делают снимки (кадры; фреймы от английского «frames») Снимки изделия с разных ракурсов затем объединяются в единую модель. Объединение кадров осуществляется несколькими методами:
· по текстуре (цвету объекта сканирования);
· по геометрии (характерным геометрическим особенностям);
· по маркерам, предварительно нанесённым на объект сканирования или вокруг него (реперным точкам).
Стоит отметить, что для сшивки(регистрации) кадров в один скан могут использоваться комбинированные алгоритмы, текстура + геометрия. Но максимально точным алгоритмом сшивки является регистрация, сшивка по маркерам(меткам).
Метки для сканеров структурированного подсвета представляют собой либо одноразовые наклейки белого или черного цвета в окантовке, либо магнитные метки, те же наклейки, нанесённые на магнитную подложку (многоразовый вариант для магнитных поверхностей). Окантовка используется для контрастности, первые метки лет десять-пятнадцать назад, были одного цвета, но зачастую терялись на объекте, что приводило к неверной интерпретации в программном обеспечении и ошибкам при регистрации(сшивке). Некоторые производители предлагают использовать в качестве меток, например кусочки бумажного скотча, и даже кусочки скотча с пометками маркером. В чём отличие такого способа: кусочки скотча, это не совсем маркеры в своём понимании, это артефакты, искусственно добавленные характерные особенности геометрии добавленные вручную на объект сканирования. Метки же от производителя сканеров, имеют чётко определённые размеры, указанные и определяемые в программном обеспечении.
Метки для сканеров с лазерной маской представляют собой наклейки, но из светоотражающей плёнки, помещённые в черную окантовку для контрастности. Вокруг камер сканера находится диодная подсветка, свет которой отражается от светоотражающей части маркера и камеры фиксируют расположение маркера относительно других маркеров в облаке меток (запоминают координаты).
За счёт чётко определённого размера это происходит точнее, чем при использовании метода сшивки по геометрии или текстуре.
Вывод следующий. Если нам необходимы максимально точные данные, использование маркеров(меток) рекомендовано с любыми типами 3D-сканеров, у которых нет привязки к системе координат (3D-сканер+трекер либо сканеры на шарнирных руках). Если необходима повторяемость и воспроизводимость результатов сканирования, использование маркеров рекомендовано.
Ручные 3D-сканеры с лазерной маской и алгоритмы работы программного обеспечения, работают только с маркерами(метками). Если камеры такого сканера, не видят достаточного количества маркеров, сканирование не начинается, и геометрия объекта не фиксируется. Большая часть сканеров с лазерной маской не способны делать цветные сканы.
Если кто-то вам скажет, что точность сканирования без меток, не хуже точности сканирования с метками, попросите этого человека провести пару незамысловатых тестов. Отсканировать объект без маркеров несколько раз и сравните сканы между собой в специализированном программном обеспечении. Потом проведите ту же самую процедуру с маркерами. Повторяемость и воспроизводимость результатов сканирования с маркерами будет выше. Оцените объект сканирования, если у объекта много характерных особенностей геометрии, попросите отсканировать объект геометрия которого выражена не так чётко, например кузовные части автомобиля, цилиндрический объект, крупную модельную оснастку или нечто подобное.
Оборудование должно решать поставленные задачи и отвечать потребностям по бюджету. Лучше переплатить и получить решающее поставленные задачи оборудование, чем сэкономить и получить никуда негодные результаты…
3D-сканеры в литейном производстве
Теперь, когда разобрались с типами и некоторыми возможностями 3D-сканеров перейдём непосредственно к теме данной статьи.
Современные ручные(портативные) 3D-сканеры в литейном производстве и смежных производствах, например на производствах по выпуску литейной оснастки (моделей, модельных плит, стержней) решают такие задачи, как контроль геометрии, обратное проектирование и архивирование данных. 3D-сканеры в совокупности с правильным программным обеспечением позволяют гораздо быстрее производить контроль геометрии, получать цветовые карты отклонений и своевременно отслеживать износ оснастки или брак на производстве.
Что требуется для проведения контроля с помощью 3D-сканера. Прежде всего требуется оборудование: 3D-сканер и компьютер для обработки данных сканирования; программное обеспечение для проведения измерений и конечно подготовленный сотрудник.
Этапы производства модельной оснастки
Производство оснастки начинается на этапе проектирования моделей для литья в CAD-программах. Технолог получает виртуальные модели финального изделия и перепроектирует их для литья. Добавляет припуски, задаёт литейные уклоны и т.п. на выходе получается модель будущей отливки.
На следующем этапе по полученной модели отливки, проектируется форма, в которой создаётся литниковая система, выпоры и другие технологические элементы.
Проводится анализ, моделируется виртуальный процесс заливки в форму, если требуется вносятся изменения.
Дальше эта форма делится на части и для каждой части, создаются управляющие программы для станков с ЧПУ. И передаются в модельный цех для производства формы и стержней.
После фрезеровки модельная оснастка доводится до необходимого вида: собирается, шлифуется, красится и т.д.
Ручные(портативные) 3D-сканеры подходят для контроля собранной модельной оснастки на любом этапе. Ручные модели сканеров, работающие по технологии структурированного подсвета с возможностью сшивки (регистрации кадров) без маркеров(меток) будут обладать большей погрешностью при измерениях, меньшей повторяемостью и воспроизводимостью измерений. По большей части данные устройства не внесены в реестр средств измерений Российской Федерации и могут применяться только для внутреннего контроля. Но они могут работать без предварительной подготовки деталей т.к. нет необходимости клеить метки. Накладные расходы на их использование будут ниже. Такие сканеры идеально подойдут для контроля отливок и модельной оснастки которые имеют большие допуски.
Сканеры с лазерной маской, имеющие сертификаты средств измерений Российской Федерации, полноценные метрологические устройства для контроля отклонений, естественно при своевременном прохождении поверки оборудования в метрологических лабораториях и наличии подтверждающих документов. Обработка данных и преобразование их в полигональные модели занимает меньше времени чем обработка данных от сканеров структурированного подсвета. Поверка ручных 3D-сканеров производится один раз в год, стоимость поверки от 25 000 рублей, сроки проведения поверки в лаборатории, один рабочий день.
Этапы работы со сканерами
На примере контроля модельной оснастки, разберём по пунктам контроль модельной оснастки:
· Подготовка объекта сканирования – нанесение маркеров(меток) – деталь модельной оснастки габаритами (1087мм х 908мм х 390мм) – 8-10 минут
Подготовка к работе, распаковка и подключение сканера – 3-5 минут;
· Калибровка оборудования (калибровка ручного лазерного сканера быстрый процесс, необходимый для настройки сканера на работу в условиях конкретного цеха, 3D-сканеры Scantech прошли испытания при работе при температурах от -10֯ до +40֯ и относительной влажности воздуха до 90%.) – 1 минута;
· Сканирование изделия – 5-7 минут;
· Сохранение проекта и выгрузка данных в формате STL- 2 минут;
· Получение карты отклонений в программе Geomagic Control X – 7-10 минут.
Итого на сканирование и получение карты отклонений изделия размером 1087мм х 908мм х 390мм затрачено – 25-35 минут, с точностью 20-50мкм.
Несомненные плюсы применения технологии 3D-сканирования для решения задачи контроля геометрии модельной оснастки: скорость проведения контроля на любой стадии производства, получение наглядной карты 3D-отклонений, полнота получения данных, простота использования. К минусам можно отнести дороговизну оборудования и невозможность сканирования внутренних(скрытых) полостей деталей.
Контроль припусков на готовых отливках
Кто не читал первую часть, рекомендуем начать с неё, по ссылке.
Портативные(ручные) 3D-сканеры подходят для контроля геометрии полученных отливок. С помощью этого оборудования специалисты могут проверять наличие необходимых припусков(«мяса») на полученных отливках для последующей механической обработки деталей.
Выявлять бракованные отливки до передачи клиентам или в собственные цеха механической обработки. Понизить уровень брака на ранних стадиях производства, повысить выход готовой продукции и снизить издержки при механической обработке, исключить человеческий фактор.
Но не стоит забывать, что 3D-сканеры не способны увидеть внутреннюю структуру металла и скрытые полости.
Разберём решение на примере контроля отливок крышек больших дизельных двигателей, применяемых в железнодорожной технике и кораблестроении.
Исходные данные:
Отливка крышки дизельного двигателя, габариты – 1250х900х106мм
· Подготовка отливки к сканированию, нанесение позиционных маркеров(меток) – 10-15 минут на сторону х2;
· Распаковка и подключение сканера – 3-5 минут;
· Калибровка сканера – 1 минута;
На магнитных материалах используются многоразовые маркеры, наклеенные на магнитную подложку. Использование таких маркеров позволяет снизить накладные расходы на расходные материалы. Для немагнитных поверхностей используются самоклеящиеся маркеры.
· Сканирование детали – 10-15 минут на сторону х2;
· Обработка и сохранение данных, сильно зависят от выбранных параметров(разрешения) сканирования и габаритов детали – 3 – 5 минут;
· Переворот детали, т.к. в этом случае требуется сканирование со всех сторон, при перевороте оставляем маркеры на торцах детали, чтобы продолжить сканирование с другой стороны и избежать процедуры сшивки двух полученных сканов. Переворачиваем деталь, наносим маркеры на обратную сторону. Сканирование начинаем с маркеров на торцах детали, положение которых не изменилось. Сканер автоматически привяжется к знакомой системе координат. Т.к. отливка довольно тяжелая, порядка 150-180 кг, используется дополнительные приспособления. Переворот – 5-10 минут;
· Сохранение и выгрузка данных для проведения контроля – 3-5 минут;
· Работа в программном обеспечении Geomagic Control X – 10-15 минут.
Так как в данном примере мы проводим контроль припусков(мяса) на полученной от поставщика отливке, то и сравнивать данную отливку следует не с CAD-моделью отливки, а с CAD-моделью готового изделия.
Стоит отметить, что софт Control X от Geomagic, позволяет автоматизировать контроль однотипных деталей. Подготовив первый отчёт по конкретному изделию, на подготовку отчётов по таким же изделиям, специалист ОТК будет затрачивать минимум времени. В процессе работы все действия сохраняются в дереве построения. От специалиста ОТК требуется зайти в готовый шаблон и заменить измеренные(отсканированные) данные. Дальнейшие измерения и сравнения программное обеспечение проведёт автоматически. Специалисту останется только выгрузить отчёт в удобном для него формате – PDF; excel; power point.
В итоге получаем отчёт с цветовой картой отклонений, диаграммой и табличными данными по отклонениям. Как видно на изображениях, все места, подвергающиеся последующей обработке: посадочные под валы или подшипники, прилегающие плоскости и т.п. обладают достаточными припусками для передачи отливки в цех мех. обработки. Если у отливок есть индивидуальные номера, они так же будут содержаться в скане. Номера можно включить в отчёт. Отчёты по каждой отливке сохранять в библиотеку контролёра. Архивировать данные по всех выпущенным отливкам.
На полный отчёт по изделию весом 150-180кг с габаритными размерами 1250х900х106мм затрачено 60 – 100 минут.
Ручные мобильные 3D-сканеры с лазерной маской портативны работают в условиях цеха, не боясь производственных вибраций.
К минусам можно отнести необходимость наносить на детали позиционные маркеры(метки).
Но у предприятия есть выбор. Либо мобильный ручной 3D-сканер, либо 3D-сканер с отслеживающим трекером.
При подготовке правильного поста, это решение позволяет уйти от использования позиционных маркеров, за счёт работы с отслеживающим оптическим трекером. Так же, погрешность подобных систем не зависит от габаритов изделия, если изделие помещается в поле видимости отслеживающего трекера.
Со вторым вариантом, можно реализовать автоматизированный контроль, добавив к системе 3D-сканер + трекер, робота манипулятора. Система 3D-Сканер + трекер + робот, способна контролировать до 5000-6000 тысяч деталей подобных картеру коробки передач или подобных, в неделю. Оператор может сравнивать данные по каждой детали, отсканированной в понедельник с деталями, отсканированными в пятницу и заранее быть готовым к замене или ремонту оснастки и т.п.