Часть 7.
Главная особенность газоцентрифужного метода обогащения урана - в самой технологии газовой центрифуги, которая является секретной. Настолько секретной, что даже у работников атомной промышленности существовало кодовое название газовой центрифуги, причём на каждой базе оно было своё.
Секретилось на самом деле наличие производства обогащённого урана. Модулятор на АЭХК, осциллятор на УЭХК, диффузионные машины везде были электролизёры, и цеха у нас были Электролизные № 1 и № 2. Потом стали Модуляторный № 1 и Электролизный № 2. А сейчас их объединили в один цех РИУ (разделение изотопов урана). От электролизёров, кстати, и названия разделительных предприятий. На вопрос о производимой продукции мы должны были отвечать, что это сложные катализаторы для народного хозяйства. А на УЭХК для этого был термин «нафталан». (Комментарий Сергея Миронова)
Секретность сопровождает газовые центрифуги и сегодня. Однако, в интернете есть огромный массив данных, по которым можно сделать определённые выводы технического характера, а именно - выполнить анализ технико-экономических характеристик современных газовых центрифуг. И начнём мы с конкурентов Росатома на рынке услуг по обогащению урана – компаний «AREVA», «URENCO», а именно с производителем газовых центрифуг компании «ETC».
Часть 1. Размеры центрифуги.
Главным производителем западных газовых центрифуг является компания “ETC” (Enrichment Technology Company).
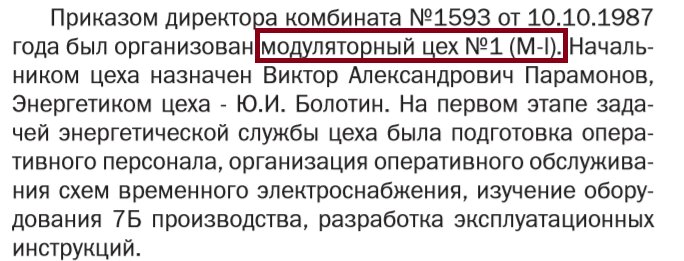
Анализ фотоматериалов из отчёта компании позволяет определить внешний и внутренний диаметр корпуса центрифуги ТС-12.
Сведём расчетные значение в таблицу.
Согласно анализу фотоматериалов, можно с высокой точностью определить геометрические размеры ГЦ (ТС-12).
- Диаметр корпуса ГЦ равен 210-220 мм (215 мм.).
- Длина корпуса ГЦ (ТС-12) 3,4 – 3,6 метров (3500 мм.).
Существует и другая, более сложная, но не менее точная методика определения геометрических размеров газовой центрифуги по проекционным и перспективным искажениям.
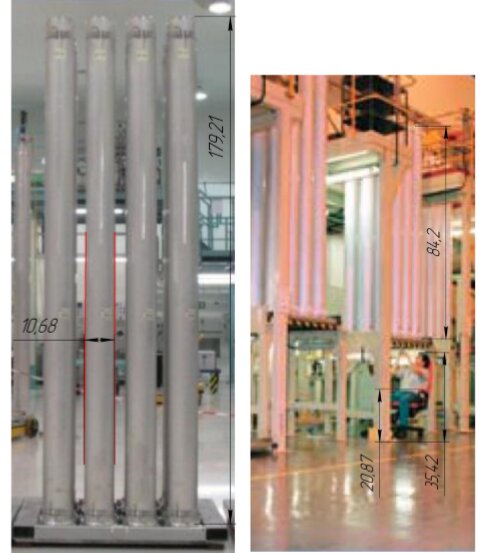
Согласно им, изображенная на динамическом стенде ГЦ, имеет расчетную ранее длину.
Из чего сделан современный ротор газовой центрифуги? Согласно фото и видеоматериалам – это углеродное волокно.
Видеоматериалы позволяют оценить длину цилиндрической части ротора в 3250 – 3550 мм. Если учитывать разницу между расчетной длиной корпуса и длиной ротора, более правильно будет принять значение длины ротора 3200 – 3400 мм.
Фотографии нового поколения газовой центрифуги ТС-21 не публиковались в открытой печати. Сказывается секретность технологии. Однако, согласно частным отчётам и заявлениям работников, диаметр корпуса ТС-21 внешне не отличим от диаметра ТС-12. Следовательно, внутренние диаметры их роторов одинаковы. Длина корпуса составляет 5500 – 6000 мм.
Сведём все данные в таблицу:
Вы пишете, что ротор выполнен из углеволокна. Это совсем не так. Ротор выполнен из алюминиевого сплава. Далее, где Вы пишете про утилизируемые материалы, Вы ведь упоминаете алюминий – так это алюминий роторов. А роль углеволокна такова.
Когда Вы раскручиваете алюминиевый цилиндр, то под воздействием центробежных сил стенки цилиндра изгибаются, цилиндр приобретает бочкообразную форму, в металле возникают напряжения, и когда они достигают предела прочности, ротор разрушается. Углеволокно упрочняет ротор. Но не просто упрочняет, при обмотке ротора, по крайней мере, у нас, в роторе создаются напряжения, близкие к предельным, но с обратным знаком относительно напряжений рабочего режима, ротор приобретает вогнутую форму. Вот это предварительное напряжение и позволяет разгонять ГЦ до частоты вращения порядка 1500 Гц и выше. А поскольку углеволокно совершенно не устойчиво к воздействию гексафторида урана (ГФУ), то оно у наших машин прикрывается стеклотканью на эпоксидке. (Комментарий Сергея Миронова)
Часть 2. Производительность газовой центрифуги.
Если ориентироваться на известное значение полной производительности завода “NEF”, а также на заявленные объёмы подлежащих утилизации эксплуатационных материалов, а именно алюминия (3,602 м3, или 10,177 т), можно определить производительность центрифуги.
Соотнеся массу и объём алюминия, получим плотность сплава в 2.82 т/м3, что соответствует высокопрочным свариваемым алюминиевым сплавам типа АК4 – АК8. Отсюда оценочное количество центрифуг на заводе - 74000 – 77000 штук и, соответственно, производительность единичной центрифуги будет равна 42,5 – 43,5 кг·ЕРР/год.
Анализируя инфраструктуру и технические характеристики проектов новых заводов компаний “AREVA” и “URENCO", а также используя данные о структуре и мощности (производительности) цехов с основным оборудованием для разделения изотопов урана, можно определить значения мощности (производительности) ГЦ TC-12 и TC-21 путём деления мощности (производительности) единичного каскада на количество ГЦ в каскаде.
Согласно расчётам, производительность равна:
Исходя из расчётных геометрических параметров и расчётной производительности ГЦ, определим основные характеристики Газовой Центрифуги с учётом прочих параметров (частота тока, электропитание и т.п.) Сведём данные в таблицу:
В отчёте “URENCO” за 2006 год величина энергопотребления равна 50 кВт·час на 1 кг ЕРР в год. Эта величина относится к ГЦ, находящимся в эксплуатации.
Согласно выполненным расчётам мощности, энергопотребление ГЦ TC-21 должно быть на 86% больше мощности энергопотребления ГЦ TC-12. Исходя из этого, получим значение потребляемой мощности ГЦ TC-21 равное 360 Вт.
Удельное значение энергопотребления ГЦ TC-21 состовлет 39 кВт*ч / кг ЕРР.
Учитывая приведённые в таблице основные производственно-экономические показатели, характеризующие деятельность холдинга “Enrichment Technology Company, Ltd.”, определим стоимость и удельную стоимость EPP газовой центрифуги, согласно таблице:
Следовательно оценка стоимость следующая:
Вот ещё картинка «Схема каскада газовых центрифуг “URENCO”, с вариантами ввода питания». Я понимаю, что так она приведена в источнике, но на картинке у обоих каскадов питание (F – feed) вводится одинаково, а различаются каскады направлением потоков отбора (P – product) и отвала (W – waste). Ну, ещё количеством ступеней. Кто-нибудь дотошный вопросы задавать начнёт! (Комментарий Сергея Миронова)
Полученные основные результаты исследования сведены в таблицу, которая позволяет сравнить технико-экономические характеристики оборудования газовых центрифуг.
И тут напрашивается противоречивый вывод:
с началом промышленной эксплуатации ГЦ TC-21 (2007 год) ещё не внедренная в промышленную эксплуатацию российская ГЦ 9-го поколения (2012 год) уже стала уступать TC-21 приблизительно на 20% по важнейшему экономическому параметру - удельной цене за кг ЕРР установленной мощности.
1. В табличке «Основные выводы в отношении конструкций современных российских и европейских газовых центрифуг» наводит на размышления пункт, согласно которому девятка проигрывает ТС-21 по удельной цене ГЦ. Поясню, почему, но будет длинно, с преамбулами. )
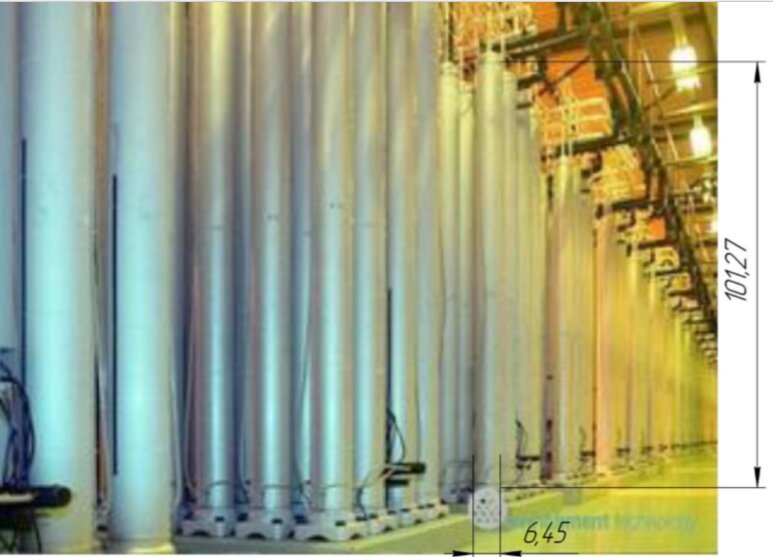
2. Преамбула 1. На заводах-изготовителях наши ГЦ объединяются по 20 штук, это называется «агрегат газовых центрифуг». Машинки в агрегате объединены по газу (на фото можно видеть расположенные вертикально над ГЦ агрегатные коллекторы) и по воде. Агрегат – это монтажная единица, имеющая определённые габариты. Если агрегат подключить к электропитанию, воде и газовым коммуникациям, то он уже будет немножечко обогащать. )
Преамбула 2. Разделительная способность ГЦ сильно зависит от окружной скорости ротора, зависимость тут, как минимум, квадратичная или даже по 4 степени. Я уже не помню, а у Вас есть литература для уточнения. И линейно – от длины ротора за счёт увеличения длины циркуляционного потока. Увеличить линейную скорость можно за счёт повышения частоты вращения или за счёт увеличения диаметра. Ну, или в комплексе. Частота вращения ограничена прочностными характеристиками материала ротора. Увеличение диаметра приводит к росту материалоёмкости, массы ротора, и, как следствие, росту энергопотребления. Кроме того, в этом случае приходится «вращать слишком много пустого пространства», ведь разделение происходит в тонком пристеночном слое. Для ГЦ российского дизайна есть ещё однат причина отказаться от увеличения диаметра, но о ней позже. Поэтому все идут по пути увеличения длины.
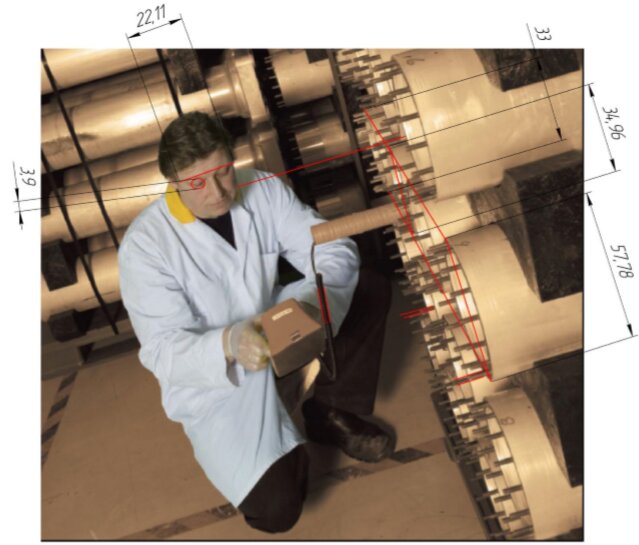
А вот и амбула. Если Вы посмотрите на наши и не наши разделительные заводы, то увидите, что буржуйские заводы состоят из обычных прямоугольных зданий. А все российские имеют характерную форму «гребёнки», где от длинного соединительного коридора отходят разделительные корпуса. Это бывшие диффузионные корпуса. Мы монтировали ГЦ вместо диффузионных машин, а буржуи строили ГЦ-производства отдельно, параллельно с эксплуатацией диффузии. Почему буржуйская диффузия тоже не «гребёнкой» – в другой раз, если Вам интересно будет. )
Итак, как же устроен российский центрифужный корпус. Это мощный бетонный фундамент, в который вмонтированы мощные бетонные колонны (рамы). На рамы привариваются стальные кронштейны, на эти кронштейны навешиваются агрегаты ГЦ. На фото можно всё это разглядеть. Компоновка агрегатов на рамах довольно плотная. При модернизации производства, замене ГЦ на следующее поколение, Вы не можете заменить рамы, дешевле построить новый корпус. Поэтому в ТЗ на новые ГЦ с более длинным ротором предусматривалось, что агрегат новых ГЦ должен вписываться по габаритам вместо агрегата старых ГЦ. Восьмёрки впихнулись. Чтобы впихнуть девятки агрегатные коллектора расположили горизонтально. А вот десятки уже никак, для серийных десяток надо строить новый корпус. И необходимость такого строительства была, наряду с тем, что Вы упоминали, причиной, по которой десятки пока в серию не пошли. Это всё я к тому, что монтаж, о котором упоминается в таблице, для девяток состоит лишь в замене одних агрегатов на другие. А вот для ТС необходимо новое строительство. (Комментарий Сергея Миронова)
Однако, за последние 10 лет доля Росатома в обогащении урана только увеличилась и в 2018 году составляла 36%.
Учитывая факторы девальвации рубля по отношению к Евро и Доллару, а также запуск ГЦ 9+ поколения и успешную модернизацию каскадов центрифуг, мы видим, что за 10 лет получился мощнейший комплекс обогащения урана. По своей эффективности он превосходит все аналогичные комплексы, а удельная цена за кг ЕРР меньше, чем у конкурентов.
Именно эти факторы и послужили причиной ввоза нашумевших урановых отходов из Германии в Россию на переработку. Всё потому, что даже каскады центрифуги ТС-21 обедняют уран до 0,35% изотопа урана 235. То есть, если в природном уране содержится около 0,72% изотопа урана 235, то после «обработки» европейскими центрифугами в отвальном уране остается еще 0,35% изотопа урана 235. То, что для всего остального мира – отходы, для российской атомной промышленности – ценное сырьё. И по контракту с Германией их отвальный уран идёт на дальнейшую переработку в Россию с последующей продажей обогащённого урана 235 обратно Германии. Российские центрифуги способны «обеднить» уран до 0,1% содержания изотопа урана 235. Тем самым, российская технология переработки урана значительно эффективнее и экономически выгоднее западной.
Конечно, подобный анализ можно провести и с российскими центрифугами 6-го и даже 8-го поколения.
Однако, по причине чрезвычайной секретности, всё это может закончиться весьма плачевно. Но отчёты Росатома и годовые отчёты МАГАТЭ, вкупе с контрактами на переработку европейского урана, не заставляют сомневаться в эффективности российских атомных технологий. Мы по праву являемся истинным лидером атомной промышленности, обладающим полным циклом ядерных технологий, от обогащения урана до строительства и утилизации АЭС.
1. Далее Вы пишете «Российские центрифуги способны «обеднить» уран до 0,1% содержания изотопа урана 235», вроде как буржуйские ГЦ на это не способны. Это не верно, степень обеднённости отвалов не является конструктивной особенностью ГЦ российского дизайна, содержание 235 изотопа в отвалах является следствием построения разделительного каскада.
Для иллюстрации давайте возьмём картинку из файла «Глазер. Жизнь в окружении атомной энергии», он у Вас есть.
Здесь изображён буржуйский разделительный каскад, ступени которого набраны отдельными ГЦ. Каждый прямоугольник – ступень, число в прямоугольнике – количество ГЦ в ступени. Слева – отвал, справа – отбор. Такой каскад считается на определённый продукт, на определённое сырьё и по показателям экономической эффективности оптимизируется степенью обеднения отвала. Каскад имеет «жёсткую» архитектуру, конфигурация его не может быть изменена. Любой буржуйский разделительный завод состоит из некоторого количества таких каскадов, работающих параллельно.
А теперь представьте, что каскадные коммуникации устроены так, что Вы можете изменять количество ГЦ в ступени, «пристёгивая» ГЦ из соседних ступеней или «отстёгивая» ГЦ от ступени в соседние. Тогда Вы получите «гибкий» каскад. Он обходится дороже в строительстве, требуются дополнительные трубопроводы, запорная арматура, регулирующая аппаратура, приборы и датчики техконтроля и прочее. Возрастают также требования к квалификации персонала, который должен будет все эти клапаны крутить и не ошибаться. ) Но при этом Вы получаете возможность в широком диапазоне варьировать концентрацию отборного продукта, можете использовать разное питание, можете как раз заняться максимальным извлечением 235 изотопа из отвального потока. И при этом иметь хороший КИУМ (коэффициент использования установленной мощности) и достойную экономику.
Если на картинке Вы сдвинете самую большую ступень влево, Вы получите длинную обогатительную часть, У вас будет побогаче отбор, но побогаче и отвал. Если сдвинете вправо – Вы получите длинную обеднительную часть, отбор будет победнее, но и отвал тоже. И всё это, повторюсь, с достойной экономикой. Так вот, российские разделительные каскады имеют «гибкую» архитектуру, и именно это обстоятельство делает экономически эффективным использование в качестве питания как собственных диффузионных отвалов прошлых лет, так и Юренковских. Использование природного сырья обходится дороже.
А буржуи, как мне представляется, не сильно заморачиваются таким показателем, как КИУМ. Они люди прагматичные, считают хорошо. Их не сильно интересует возможность широко варьировать концентрацию отбора. Им нужен конкретный набор степеней обогащения урана, обусловленный потребностями их реакторов. Это, скажем, 3-4 наименования. Перевести каскад на выпуск другой продукции можно изменением гидравлического режима, изменением величины газовых потоков через ступени. КИУМ при этом страдает, но снимаются проблемы монтажа и эксплуатации. Для каждого продукта рассчитан технологический режим, персонал устанавливает необходимые расходы по потокам питания, отбора и отвала и необходимые давления в коллекторах ступеней, и всё. (Комментарий Сергея Миронова)
Часть 1. Лидер атомной промышленности. Кто он?
Часть 2. Лидеры атомной промышленности: диффузионный метод обогащение урана
Часть 3. Лидеры атомной промышленности: Центрифуга - начало
Часть 4. Лидеры атомной промышленности: Центрифуга - детище гениев
Часть 5. Лидеры атомной промышленности: Российское сердце западной газовой центрифуги
Часть 6. Лидеры атомной промышленности: газовая центрифуга - зарубежный опыт создания
Ссылки на источники теперь находятся в группе Вконтакте!
P. S. Эта заключительная статья цикла лидеров атомной промышленности вышла в кооперации и при поддержке бывшего работника атомной отрасли Ангарского Электролизного Химического Комбината (АЭХК) и подписчика моего канала - Сергея Миронова.