Большинство из 500 коммерческих ядерных энергетических реакторов, работающих или строящихся в современном мире, для своего топлива нуждаются в обогащенном ураном изотопе U-235.
Коммерческий процесс, используемый для этого обогащения использует газообразный уран в центрифугах. В Австралии разрабатывается процесс, основанный на лазерном возбуждении и планируется получить первую партию в 2020-м году.
Перед обогащением оксид урана должен быть превращен во фторид, чтобы его можно было перерабатывать в виде газа при низкой температуре.
С точки зрения нераспространения обогащение урана является чувствительной технологией, которая должна находиться под жестким международным контролем.
Существует значительный избыток мировых мощностей по обогащению.
Найденный в природе уран состоит в основном из двух изотопов, U-235 и U-238. Производство энергии в ядерных реакторах происходит от «деления» или расщепления атомов U-235, процесса, который выделяет энергию в форме тепла.
U-235 является основным делящимся изотопом урана. Природный уран содержит 0,7% изотопа U-235. Остальные 99,3% - это, в основном, изотоп U-238, который не вносит непосредственного вклада в процесс деления (хотя это косвенно обусловлено образованием делящихся изотопов плутония).
Разделение изотопов - это физический процесс концентрации («обогащения») одного изотопа относительно других. Большинство реакторов являются легководными реакторами (двух типов - PWR и BWR) и требуют обогащения урана от 0,7% до 3-5% U-235 в своем топливе. Это обычный низкообогащенный уран (НОУ). Существует некоторая заинтересованность в доведении уровней обогащения до 7% и даже близко к 20% для некоторых видов топлива для специальных реакторов, таких как высокоэффективный НОУ (HALEU).
Уран-235 и U-238 химически идентичны, но отличаются по своим физическим свойствам, особенно по массе. Ядро атома U-235 содержит 92 протона и 143 нейтрона, что дает атомную массу 235 единиц. Ядро U-238 также имеет 92 протона, но имеет 146 нейтронов - на три больше, чем U-235 - и поэтому имеет массу 238 единиц.Разница в массе между U-235 и U-238 позволяет разделять изотопы и дает возможность увеличить или «обогатить» процентное содержание U-235.
Все нынешние и исторические процессы обогащения, прямо или косвенно, используют эту небольшую разницу в массе.Некоторые реакторы, например канадские реакторы Candu и британский Magnox, используют в качестве топлива природный уран. (Для сравнения, уран, используемый для ядерного оружия, должен быть обогащен на заводах, специально предназначенных для производства не менее 90% U-235.)
Процессы обогащения требуют, чтобы уран находился в газообразной форме при относительно низкой температуре, поэтому оксид урана из шахты превращается в гексафторид урана в предварительном процессе на отдельной конверсионной установке.
Во всем мире существует значительный избыток мощностей по обогащению, значительная часть которых используется для уменьшения спроса на уран или дополнения к предложению урана. Способность обогащения заменять уран стала более значимой по мере того, как технология центрифуги стала преобладать, поскольку это означает как более низкие затраты на ЕРР, так и необходимость поддерживать центрифуги в рабочем состоянии, поэтому емкость остается включенной даже при низком спросе.
Несмотря на то, что 13 стран имеют производственные мощности или возможности, близкие к производственным, около 90% мировых мощностей по обогащению приходится на пять ядерных государств. Кроме того, Германия, Нидерланды и Япония предоставляют услуги по обогащению на коммерческом рынке.
Международные обогатительные центры.
В соответствии с предложениями Международного агентства по атомной энергии (МАГАТЭ) и России, а также в связи с Глобальным партнерством по ядерной энергии (GNEP), возглавляемым США, предпринимаются шаги по созданию международных центров по обогащению урана. Это один из видов многосторонних ядерных подходов (МНА), к которому призывает МАГАТЭ.
Часть мотивации международных центров состоит в том, чтобы поставить весь новый потенциал по обогащению и, возможно, в конечном итоге все обогащение, под международный контроль в качестве меры нераспространения. Что именно означает «контроль», еще предстоит определить, и оно не будет единообразным во всех ситуациях. Но наличие права собственности и управления между несколькими странами, по крайней мере, означает, что существует уровень международного контроля, который маловероятен в строго государственном и управляемом государством учреждении.
Первым из этих международных центров является Международный центр по обогащению урана (МЦОУ) в Ангарске в Сибири с казахстанским, армянским и украинским участием до настоящего времени. Центр должен обеспечить гарантированные поставки низкообогащенного урана для энергетических реакторов в новые ядерные державы и страны с небольшими ядерными программами, обеспечивая им равноправие в проекте, но не предоставляя им доступ к технологии обогащения. Россия сохранит контрольный пакет акций, и в феврале 2007 года МЦОУ был включен в список российских ядерных объектов, имеющих право на применение гарантий МАГАТЭ.
США выразили поддержку МЦОУ в Ангарске. МЦОУ будет продавать как услуги по обогащению, так и обогащенный урановый продукт.В некоторых отношениях это очень похоже на то, что имело место при установке Eurodif, где один большой обогатительный завод во Франции с пятью владельцами (Франция - 60%, Италия, Испания, Бельгия и Иран) эксплуатировался принимающей стороной под гарантиями МАГАТЭ. Страна, не предоставляя участникам какой-либо доступ к технологии - просто какое-то право на долю продукта, и даже это было ограничено в случае с Ираном.
Французская комиссия по атомной энергии предложила, чтобы новый завод Georges Besse II, который заменил Eurodif, был открыт для международного партнерства на аналогичной основе, и до настоящего времени были проданы второстепенные акции дочерней операционной компании Areva Societe d'Enrichissement du Tricastin (SET). GDF Suez (теперь Engie), японское партнерство, и Корейская гидро- и атомная энергетика (KHNP) - всего 12%.
Структура Urenco в трех странах также схожа, хотя с большим количеством заводов в разных странах - Великобритании, Нидерландах и Германии - и здесь технология недоступна для принимающих стран или недоступна для других акционеров.
Как и Россия с IUEC, Urenco (принадлежащая правительствам Великобритании и Нидерландов, а также E.On и RWE в Германии) ясно дала понять, что если ее технология будет использоваться в международных центрах, она будет недоступна. Его новый завод находится в США, где правительство принимающей страны имеет регулирующий, но не управленческий контроль.
Запланированный новый завод Areva в США не имеет различий в правах собственности, кроме самого Areva, поэтому, по сути, это будет французский завод на территории США. Единственным другим крупным обогатительным заводом в западном мире является очень старый завод USEC в США.
Проект Global Laser Enrichment, который может приступить к строительству коммерческого завода в США, имеет доли в компаниях из трех стран: США (51%), Канады (24%) и Японии (25%).
Процессы обогащения
Ряд процессов обогащения были продемонстрированы исторически или в лаборатории, но только два, процесс газовой диффузии и процесс центрифугирования, работали в промышленном масштабе. В обоих случаях в качестве исходного материала используется газ UF 6 . Молекулы UF 6 с атомами U-235 примерно на один процент легче остальных, и эта разница в массе составляет основу обоих процессов.
Разделение изотопов - это физический процесс.
Один химический процесс был продемонстрирован на стадии пилотной установки, но не использовался. Во французском процессе Chemex использовалась очень небольшая разница в склонности двух изотопов к изменению валентности при окислении / восстановлении, используя водную (III валентность) и органическую (IV) фазы.
Крупные коммерческие обогатительные фабрики работают во Франции, Германии, Нидерландах, Великобритании, США и России, а более мелкие - в других. Новые центрифужные заводы строятся во Франции и США. Несколько заводов добавляют мощность. Потенциал Китая значительно расширяется в соответствии с внутренними требованиями.
Из-за избыточных мощностей российские заводы работают на анализах с низким содержанием хвостов (недостаточное питание) для производства низкообогащенного урана для продажи.Мировые мощности по обогащению - действующие и планируемые (тыс. ЕРР / год)
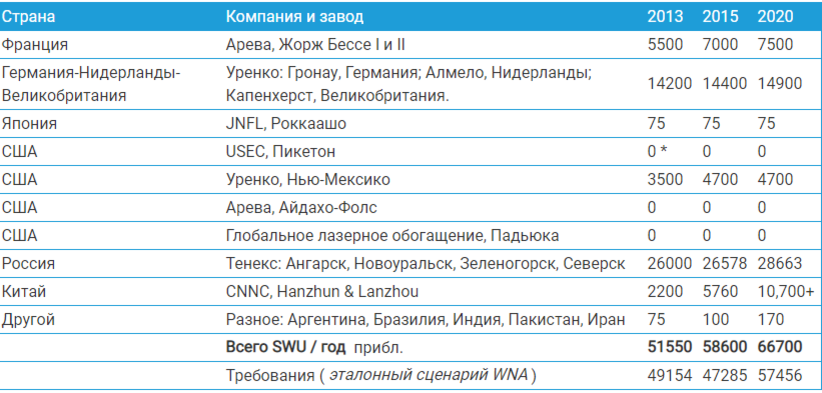
Агентства по поставкам Евратома за 2014 год оценил мировую мощность в 56 млн. ЕРР, в России - 28 млн. ЕРР, Urenco - 18,1 млн. ЕРР и Areva - 7,5 млн. ЕРР.
Исходное сырье для обогащения состоит из гексафторида урана (UF 6 ) из конверсионной установки. После обогащения два потока UF 6 образуются: обогащенный «продукт», содержащий более высокую концентрацию U-235, который будет использоваться для производства ядерного топлива, и «хвосты», содержащие более низкую концентрацию U-235 и известные как обедненный уран (ОУ).
Анализ хвостов (концентрация U-235) является важной величиной, поскольку он косвенно определяет объем работы, который необходимо выполнить для определенного количества урана, чтобы произвести анализ данного продукта. Исходное сырье может иметь различную концентрацию U-235 в зависимости от источника. Природный уран будет иметь концентрацию U-235 приблизительно 0,7%, в то время как переработанный уран будет составлять около 1%, а хвосты для повторного обогащения часто около 0,25–0,30%.
Производительность обогатительных установок измеряется в «единицах разделительной работы» или SWU. SWU представляет собой сложную единицу, которая указывает подвод энергии относительно количества обработанного урана, степень его обогащения ( т. Е. Степень увеличения концентрации изотопа U-235 относительно остального) и уровень истощение остатка - называется «хвосты». Единица измерения: единица работы по разделению килограмма, и она измеряет количество выполненных работ по разделению для обогащения определенного количества урана до определенного количества, когда количество сырья и продукта выражено в килограммах. Единица тонны SWU также используется.
Например, для производства одного килограмма урана, обогащенного до 5%, для U-235 требуется 7,9 ЕРР, если установка эксплуатируется с хвостовым анализом, 0,25%, или 8,9 ЕРР, если анализ на хвосты составляет 0,20% (таким образом, требуется только 9,4 кг вместо 10,4. кг натурального U).
Всегда существует компромисс между стоимостью обогащения SWU и стоимостью урана.Сегодня 5% U-235 - это максимальный уровень обогащения для топлива, используемого в реакторах нормальной мощности. Однако, особенно в отношении новых конструкций небольших реакторов, растет интерес к более высоким уровням обогащения. Urenco USA подала заявку на лицензию на обогащение U-235 до 5,5%, а Global Nuclear Fuel America, производитель топлива GE Hitachi, подала заявку на использование 8% обогащенного урана.
Высокоанализированный НОУ (HALEU) составляет от 5% до 20% по U-235, и более высокие уровни в этом диапазоне необходимы для некоторых видов топлива для реакторов повышенной мощности. Некоторый небольшой спрос уже существует на исследовательские реакторы. Однако такое топливо HALEU лучше всего производить на месте, где оно превращается из фтора в топливо, чтобы избежать необходимости в специальных транспортных упаковках для HALEU UF 6 .
Для уровней обогащения до 10% существующие транспортные контейнеры могут быть модифицированы. Свыше 10% HALEU требует повышенной физической безопасности и другого лицензирования.
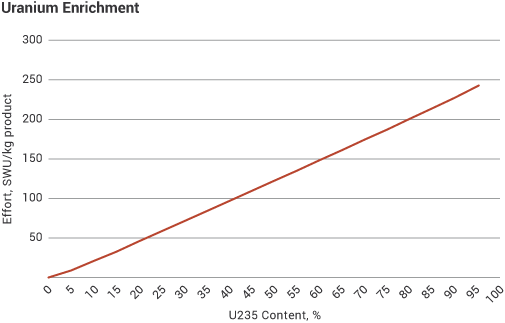
Первый график показывает усилие по обогащению (SWU) на единицу продукции . Вторая показывает, какое количество природного урана требуется дя обагощения - 120-130 кг урана для топлива энергетического реактора, 26 кг типичного топлива исследовательского реактора, или, предположительно, 5,6 кг оружейного материала. Кривая так сильно сглаживается, потому что масса обогащаемого материала постепенно уменьшается до этих количеств, по сравнению с исходной одной тонной, поэтому требует меньших усилий по сравнению с тем, что уже было применено для гораздо большего прогресса в процентном обогащении.
Относительно небольшой прирост усилий, необходимых для достижения увеличения от нормальных уровней, является причиной, по которой обогатительные установки считаются чувствительной технологией в отношении предотвращения распространения оружия и очень жестко контролируются международными соглашениями.
Когда этот надзор за гарантиями скомпрометирован или затруднен, как в Иране, возникают проблемы.Около 140 000 ЕРР требуется для обогащения годовой загрузки топлива для типичного легководного реактора мощностью 1000 МВт при сегодняшних более высоких уровнях обогащения. Затраты на обогащение в значительной степени связаны с используемой электрической энергией. Процесс газодиффузии потребляет около 2500 кВт-ч (9000 МДж) на единицу SWU, в то время как современные установки газовой центрифуги требуют только около 50 кВт-ч (180 МДж) на единицу SWU.
Обогащение составляет почти половину стоимости ядерного топлива и около 5% от общей стоимости произведенного электричества. В прошлом это также учитывало основное воздействие парниковых газов от ядерного топливного цикла, где электричество, используемое для обогащения, произведено из угля.
Тем не менее, при использовании современных газовых центрифуг она составляет всего 0,1% от углекислого газа от эквивалентной выработки электроэнергии на угле.Коммунальные предприятия, которые покупают уран из шахт, нуждаются в фиксированном количестве обогащенного урана, чтобы изготовить топливо для загрузки в свои реакторы.
Количество урана, которое они должны поставлять компании по обогащению, определяется требуемым уровнем обогащения (% U-235) и анализом хвостов (также% U-235).
Это анализ контрактных или транзакционных хвостов, который определяет, сколько природного урана должно быть поставлено для создания количества обогащенного уранового продукта (EUP) - анализ с использованием более низких хвостов означает, что следует применять больше услуг по обогащению (особенно энергии). Однако обогащение обладает некоторой гибкостью в отношении анализа эксплуатационных хвостов на заводе. Если анализ эксплуатационных хвостов ниже, чем анализ по контракту / транзакционному соглашению, обогащатель может отложить некоторое количество избыточного природного урана,Это называется недостаточным кормлением.
Противоположная ситуация, когда анализ эксплуатационных хвостов выше, требует от обогащателя дополнить природный уран, поставляемый коммунальным предприятием, своим собственным запасом - это называется перекармливанием.Что касается недостаточной подачи (или избыточной подачи), обогащатель будет основывать свое решение на экономике завода вместе с ценами на уран и энергию.
Согласно отчету Всемирной ядерной ассоциации за 2015 г. по ядерному топливу , недоедание обогатителей может внести вклад в мировые рынки к 2025 г. от 5700 до 8000 тЕ / год на основе типичного западного анализа на 0,22%, большая часть этого потенциала в России, где хвосты анализы обычно составляют 0,10% по U-235.
В связи с уменьшением спроса на обогащенный уран после аварии на АЭС «Фукусима» обогатительные фабрики продолжали работать, так как отключение и повторный запуск центрифуг давольно дорогостоящая процедура.
Избыточный объем производства SWU может быть продан, или заводы могут быть недоедены, так что обогащение заканчивается избыточным ураном для продажи или обогащенным продуктом для его собственных запасов и последующей продажи. Инерция процесса обогащения, таким образом, усугубляет избыточное предложение на урановом рынке и снижает цены на SWU (с 160 долларов за SWU в 2010 году, спотовая цена в марте 2016 года составляла 60 долларов). При прогнозируемой избыточной мощности вполне вероятно, что некоторые более старые каскады будут удалены.Устаревшие диффузионные заводы были выведены на пенсию, последняя из которых в Падьюке в 2013 году.
Природный уран обычно поставляется на обогатительные фабрики в цилиндрах типа 48Y, каждый из которых содержит около 12,5 тонн гексафторида урана (8,4 тонны). Эти баллоны затем используются для длительного хранения ОУ, как правило, на месте обогащения. Обогащенный уран поставляется в баллонах типа 30В, каждый из которых содержит 2,27 т UF6 (1,54 тU)
Три описанных ниже процесса обогащения имеют разные характеристики. Диффузия является гибкой в зависимости от изменений спроса и затрат на электроэнергию, но очень энергоемка.
Благодаря технологии центрифуги легко увеличить емкость за счет модульного расширения, но она негибкая и лучше всего работает на полную мощность при низких эксплуатационных расходах.
Лазерная технология позволяет анализировать хвосты до очень низкого уровня, а также способна расширять модульные установки.
Процесс центрифугирования
Процесс газовой центрифуги был впервые продемонстрирован в 1940-х годах, но был отложен в пользу более простого процесса диффузии. Затем она была разработана и введена в эксплуатацию в 1960-х годах в качестве технологии обогащения второго поколения. Он экономичен в меньших масштабах, например, менее 2 млн. ЕРР / год, что позволяет поэтапно развивать крупные заводы. Это намного более энергоэффективно, чем диффузия, требуя всего около 40-50 кВт-ч на ЕРР.Процесс центрифугирования развернут на коммерческом уровне в России и в Европе компанией Urenco, промышленной группой, сформированной правительствами Великобритании, Германии и Голландии.
На четыре российских завода в Северске, Зеленогорске, Ангарске и Новоуральске приходится около 40% мировой мощности.В 2012 году Россия ввела в эксплуатацию центрифуги 8-го поколения со сроком службы до 30 лет. Последние 6-го и 7-го поколения были установлены в 2005 году, а оборудование 8-го поколения поставляется с 2004 года для замены моделей 5-го поколения со сроком службы всего 15 лет.
В Японии JNC и JNFL эксплуатируют небольшие центрифужные установки, мощность JNFL в Роккашо должна была составить 1,5 млн. ЕРР / год. Так же в Китае есть несколько центрифуг, первая в Ханьчжуне с центрифугами 6-го поколения, импортированными из России. Завод в Ланьчжоу работает с 3,5 млн. ЕРР / год, но к 2020 году он увеличится до 6,5 млн. ЕРР / год, а Hanzhun - с 2,2 млн. ЕРР / год. Другие находятся в стадии строительства. В Бразилии есть небольшой завод, который развивается до 0,2 млн. ЕРР / год. Пакистан разработал технологию центрифужного обогащения, и, похоже, она была продана Северной Корее. У Ирана есть сложная технология центрифуги, которая работает, с предполагаемой производительностью 9000 ЕРР / год.Как во Франции, так и в США, заводы с технологией центрифуги Urenco последнего поколения были построены для замены стареющих диффузионных установок, не в последнюю очередь потому, что они более экономичны в эксплуатации. Как уже отмечалось, для центрифужной установки требуется всего 40 кВт · ч / SWU (Urenco в Капенхерсте, Великобритания, ввод 62,3 кВт · ч / SWU для всей установки в 2001-02 годах, включая инфраструктуру и капитальные работы).Новый французский завод Areva в размере 3 млрд. Евро - Georges Besse II - начал коммерческую эксплуатацию в апреле 2011 года и достиг полной мощности в 7,5 млн. ЕРР / год в 2016 году. Как отмечалось выше, клиенты владеют более чем 10% акций в операционной дочерней компании Areva SET. Новый завод Urenco стоимостью 1,5 млрд. Долл. США в Нью-Мексико, США, начал производство в июне 2010 года. Полная первоначальная мощность в 3,7 млн. ЕРР / год была достигнута в 2014 году, а мощность достигла 4,7 млн. ЕРР / год в 2015 году - достаточно для 10% производства электроэнергии в США. необходимо.После этого Areva планировала построить завод Eagle Rock в Айдахо-Фолс, США, стоимостью 2 миллиарда долларов, 3,3 миллиона SWU / год. В 2009 году она подала заявку на удвоение мощности до 6,6 млн. ЕРР / год. В настоящее время он отменен, и в 2018 году Orano попросила NRC прекратить действие лицензии.USEC, теперь Centrus, строит свой американский завод по производству центрифуг в Пикетоне, штат Огайо, на той же площадке в Портсмуте, где экспериментальная установка Министерства энергетики работала в 1980-х годах как кульминация очень важной программы НИОКР. Операция с 2012 года была запланирована на сумму 3,5 миллиарда долларов, тогда оценивалась. Он был рассчитан на начальную годовую мощность 3,8 млн. ЕРР. Было запрошено разрешение на обогащение до 10% - большинство обогатительных установок используют до 5% продукта U-235, что становится серьезным препятствием по мере увеличения выгорания топлива в реакторе. Демонстрационный каскад был запущен в сентябре 2007 года с примерно 20 прототипами машин, а ведущий каскад коммерческих центрифуг начал работу в марте 2010 года. Это очень большие машины, 13 м в высоту, каждая с производительностью около 350 SWU / год и требующая регулярного технического обслуживания. Однако весь проект был в основном остановлен в июле 2009 года в ожидании дальнейшего финансирования, хотя демонстрационный каскад начал функционировать в октябре 2013 года как «центральный элемент программы исследований и разработок с Министерством энергетики». Он был лицензирован на обогащение 7 млн. ЕРР / год до 10% U-235, но в феврале 2016 года его деятельность была прекращена.
Как и процесс диффузии, в процессе центрифугирования в качестве сырья используется газ UF 6 и используется небольшая разница в массе между U-235 и U-238. Газ подается в серию вакуумных трубок, каждая из которых содержит ротор высотой от 3 до 5 метров и диаметром 20 см. Американские центрифуги USEC имеют высоту более 12 м и диаметр 40-50 см. Российские центрифуги имеют высоту менее одного метра. Китайские больше, но короче, чем Уренко.
Обогащенный газ является частью сырья для следующих стадий, в то время как обедненный газ UF 6 возвращается на предыдущую стадию. В конечном итоге обогащенный и обедненный уран извлекается из каскада при желаемых анализах.Чтобы добиться эффективного разделения двух изотопов, центрифуги вращаются с очень высокой скоростью, при этом внешняя стенка вращающегося цилиндра движется со скоростью 400-500 метров в секунду, что в миллион раз увеличивает гравитацию.Хотя объемная емкость одной центрифуги намного меньше, чем у одной диффузионной ступени, ее способность разделять изотопы намного выше.
Стадии центрифуги обычно состоят из большого количества параллельных центрифуг. Такие стадии затем располагаются каскадно, как и для диффузии. Однако в процессе центрифугирования число стадий может составлять только от 10 до 20, вместо тысячи или более для диффузии. Центрифуги рассчитаны на непрерывную работу в течение примерно 25 лет и не могут быть просто замедлены или остановлены и перезапущены в соответствии с потребностями.
Западные каскады рассчитаны на анализ хвостов от 0,18 до 0,22%, российские - на 0,10%.
Лазерные процессы
Процессы лазерного обогащения были предметом интереса в течение некоторого времени. Они являются возможной технологией третьего поколения, обещающей более низкие энергозатраты, более низкие капитальные затраты и более низкие анализы хвоста, следовательно, значительные экономические преимущества. Один из этих процессов практически готов к коммерческому использованию.
Лазерные процессы делятся на две категории: атомные и молекулярные.Разработка лазерного разделения изотопов в атомных парах (AVLIS и французская SILVA) началась в 1970-х годах. В 1985 году правительство США поддержало его как новую технологию для замены своих газодиффузионных установок, поскольку они достигли конца своей экономической жизни в начале XXI века.
Однако после примерно 2 миллиардов долларов США на исследования и разработки в США было отказано в пользу молекулярного процесса SILEX. Французская работа над SILVA была прекращена после четырехлетней программы до 2003 года, чтобы доказать научно-техническую осуществимость процесса. При этом было произведено около 200 кг 2,5% обогащенного урана.
Процессы атомарного пара работают по принципу фотоионизации, при котором мощные ионы используются для ионизации определенных атомов, присутствующих в парах металлического урана. (Электрон может быть выброшен из атома светом определенной частоты. Лазерные методы для урана используют частоты, настроенные на ионизацию атома U-235, но не атома U-238.) Положительно заряженные ионы U-235 затем притягиваются к отрицательно заряженной пластине и собираются. Методы атомного лазера могут также разделять изотопы плутония.
Большинство исследованных молекулярных процессов работают по принципу фотодиссоциации UF 6 на твердый UF 5 + с использованием настроенного лазерного излучения, как указано выше, для разрыва молекулярной связи, удерживающей один из шести атомов фтора, с атомом U-235. Это затем позволяет отделить ионизированный UF 5 от незатронутых молекул UF 6 , содержащих атомы U-238, и, следовательно, добиться разделения изотопов.
Аналогичный принцип может быть использован при обогащении атомарного лития с магнитным разделением ионизированных атомов, оставляя чистый Li-7.Основным молекулярным лазерным процессом по обогащению урана является SILEX , в котором используется UF 6 и теперь известен как глобальное лазерное обогащение (GLE).
В 2006 году GE Energy вступила в партнерство с австралийской Silex Systems для разработки процесса SILEX третьего поколения. Он предусматривал, что GE (теперь GE-Hitachi) построит в США испытательный цикл инженерного масштаба, а затем пилотную установку или каскад свинца, который может быть введен в эксплуатацию в 2012 году, и расширена до полной коммерческой установки.
Помимо авансовых платежей в размере 20 миллионов долларов США и последующих платежей лицензионное соглашение будет приносить роялти в размере 7–12%, точную сумму в зависимости от стоимости развертывания коммерческой технологии. В середине 2008 года Cameco приобрела проект GLE, заплатив 124 миллиона долларов за 24% акций, наряду с GE (51%) и Hitachi (25%). (Ранее, в 1996 году, USEC получила права на оценку и разработку SILEX для урана, но вышла из проекта в 2003 году.) В апреле 2016 года GE и Hitachi сообщили о своем намерении выйти из GLE, и в ходе последующих переговоров Silex профинансировал 76% НИОКР GLE в Уилмингтоне, штат Северная Каролина.
GLE хорошо продвинулась в коммерциализации процесса SILEX и имеет соглашение с Министерством энергетики США об обогащении около 300 000 тонн хвостов обедненного урана в Падьюке, штат Кентукки, до природного урана.В феврале 2019 года Silex Systems и Cameco согласились выкупить 76% акций GEH в GLE за 20 миллионов долларов США на основе отсрочки платежа, так что Cameco владеет 49% GLE и Silex 51%. У Cameco есть возможность приобрести дополнительно 26% GLE. Соглашение требует, чтобы Silex и Cameco платили 300 000 долларов в месяц за завершение строительства прототипа установки по обогащению, известного как Уилмингтонский испытательный цикл, который был частично построен GEH. Соглашение зависит от одобрения правительства США. Silex сказал: «Коммерческая возможность Paducah представляет идеальный путь на рынок для нашей разрушительной технологии лазерного обогащения SILEX».GE ранее называл SILEX, который он переименовал в GLE, как «технологию, изменяющую игру» с «очень высокой вероятностью» успеха. GLE завершает программу цикла испытаний, начальная фаза которой уже прошла успешно в соответствии с критериями эффективности, и началось проектирование коммерческого объекта. GLE работает на испытательном цикле на заводе Global Nuclear Fuel в Уилмингтоне, штат Северная Каролина, - GNF является партнерством GE, Toshiba и Hitachi.
В октябре 2007 года две крупнейшие ядерные компании США, Exelon и Entergy, подписали письма о намерениях заключить договор на оказание услуг по обогащению урана от GE Hitachi Global Laser Enrichment LLC (GLE). В августе 2010 года TVA согласилась купить 400 миллионов долларов США за услуги по обогащению у GLE, если проект будет продолжен.
В середине 2009 года GEH представила последнюю часть своей заявки на лицензию для этого завода GLE в Уилмингтоне и после рассмотрения положений по физической защите специального ядерного материала и классифицированного вещества, контроля и учета материалов, а также дальнейшего рассмотрения Ядерной безопасностью NRC. и Лицензионный совет, полная лицензия на строительство и эксплуатацию установки мощностью до 6 млн. ЕРР / год была выдана в сентябре 2012 года. Теперь GLE примет решение в свете коммерческих соображений о том, продолжать ли полномасштабную установку по обогащению в Уилмингтоне. Проект, обогащающий до 8% U-235, может начать действовать через несколько лет и довольно быстро нарастить мощность.
В августе 2013 года GLE представила в Министерство энергетики предложение о создании в Падьюке, штат Кентукки, завода по лазерному обогащению стоимостью 1 миллиард долларов США для обогащения хвостов с высоким содержанием проб (более 0,34% по U-235), принадлежащих Министерству энергетики, до уровня природного урана (0,7% по U-). 235). В Падьюке и Портсмуте их насчитывается около 115 000 тонн (в общей сложности 550 000 тонн хвостов). В ноябре 2013 года Министерство энергетики объявило, что продолжит переговоры по контракту с этой целью. В январе 2014 года GLE сообщил NRC, что, хотя переговоры с Министерством энергетики продолжаются, в том же году он планирует подать заявку на лицензию на строительство и эксплуатацию установки лазерного обогащения Paducah (PLEF), которая обогатит хвосты в течение примерно 40 лет до естественного уровня, продается. GLE ожидает, что лицензирование займет 2-3 года. Переговоры с Министерством энергетики продолжались в 2016 году, и в ноябре было подписано соглашение с Министерством энергетики США о поставках около 300 000 тонн хвостов для высоких проб, что оправдывает строительство завода GLE в начале 2020-х годов. PLEF станет коммерческим производством по обогащению урана по лицензии NRC США, производя около 100 000 тонн урана природного качества в течение 40 и более лет. Министерство энергетики будет распоряжаться балансом сокращенного анализа. Предполагаемый размер завода составляет от 0,5 до 1,0 млн. ЕРР / год, поскольку закупки ОУ не могут превышать 2000 т / год в пересчете на природный уран.Silex Systems в окрестностях Сиднея также разрабатывает приложения для стабильных изотопов кремния и циркония .
CRISLA - это еще один процесс молекулярного лазерного разделения изотопов, который находится на ранних стадиях развития. При этом газ облучается лазером с определенной длиной волны, которая возбуждает только изотоп U-235. Весь газ подвергается воздействию низких температур, достаточных для образования конденсата на холодной поверхности или коагуляции в неионизированном газе. Возбужденные молекулы в газе конденсируются не так, как невозбужденные молекулы. Следовательно, при конденсации с холодными стенками газ, вытягиваемый из системы, обогащается изотопом U-235, который возбуждается лазером. NeuTrek, девелоперская компания, стремится построить пилотный завод в США.
Газодиффузионный процесс
Энергоемкий газодиффузионный процесс обогащения урана более не используется в атомной промышленности. Он включает нагнетание газа гексафторида урана под давлением через ряд пористых мембран или диафрагм. Поскольку молекулы U-235 легче, чем молекулы U-238, они движутся быстрее и имеют немного больше шансов пройти через поры в мембране. UF 6, который диффундирует через мембрану, таким образом, немного обогащен, в то время как газ, который не прошел, истощается в U-235.Этот процесс повторяется много раз в серии стадий диффузии, называемых каскадом. Каждая ступень состоит из компрессора, диффузора и теплообменника для отвода тепла от сжатия. Обогащенный продукт UF 6 отводится с одного конца каскада, а обедненный UF 6 удаляется с другого конца. Газ должен быть обработан примерно через 1400 стадий для получения продукта с концентрацией U-235 3-4%.
Диффузионные установки, как правило, имеют небольшую степень разделения на одной ступени (отсюда большое количество ступеней), но способны обрабатывать большие объемы газа.Коммерческое обогащение урана впервые было проведено диффузионным процессом в США, в Оук-Ридже, штат Теннесси. Процесс также использовался в России, Великобритании, Франции, Китае и Аргентине, но только в значительных масштабах в США и Франции в последние годы.
Россия прекратила этот процесс в 1992 году, и последним заводом по диффузии был завод USEC в Падьюке, который был закрыт в середине 2013 года. Он очень энергоемкий и требует около 2400 кВт · ч на ЕРР.
Подсчитано, что 7% от общего спроса на электроэнергию в США приходилось на обогатительные фабрики в разгар холодной войны, когда требовалось 90% U-235, а не для реакторов 3-4% для выработки электроэнергии.В последние годы на газодиффузионный процесс приходилось около 25% мировых мощностей по обогащению. Однако, хотя они доказали свою долговечность и надежность, газодиффузионные установки достигли конца своего проектного срока службы, и их заменила гораздо более энергоэффективная технология центрифужного обогащения.
Большая часть мощности атомной электростанции (4x915 МВт нетто) была использована для обеспечения обогатительной фабрики.
Электромагнитный процесс
Очень ранней попыткой был процесс электромагнитного разделения изотопов (EMIS) с использованием калутронов. Это было разработано в начале 1940-х годов в Манхэттенском проекте для производства высокообогащенного урана, использованного в бомбе Хиросимы, но вскоре было заброшено. Тем не менее, она вновь стала основным направлением тайной программы Ирака по обогащению урана для оружия, обнаруженной в 1992 году.
В EMIS используются те же принципы, что и в масс-спектрометре (хотя и в гораздо большем масштабе). Ионы урана-238 и урана-235 разделены, потому что они описывают дуги разных радиусов, когда они движутся в магнитном поле. Процесс очень энергоемкий - примерно в десять раз диффузии.
Аэродинамические процессы
Два аэродинамических процесса были доведены до демонстрационной стадии около 1970-х годов. Одним из них является процесс струйной форсунки с демонстрационной установкой, построенной в Бразилии, а другой - процессом с использованием вихревой трубы Helikon, разработанным в Южной Африке. Ни один из них не используется сейчас, хотя последний является предшественником новых исследований и разработок. Они зависят от потока высокоскоростного газа, несущего UF6, который должен поворачиваться через очень маленький радиус, вызывая градиент давления, подобный градиенту в центрифуге. Легкая фракция может быть извлечена к центру, а тяжелая - снаружи. Тысячи стадий требуются для производства обогащенного продукта для реактора. Оба процесса являются энергоемкими - более 3000 кВт / час. Завод Геликон Z в начале 1980-х годов не был коммерчески ориентирован и имел производительность менее 500 000 ЕРР / год. Это потребовало около 10000 кВтч / SWU.
Аэродинамический процесс разделения (ASP), разрабатываемый Klydon в Южной Африке, использует аналогичные центрифуги с неподвижными стенками с тангенциальным впрыском UF6. Он основан на Helikon, но в ожидании регулирующего разрешения он еще не был протестирован на UF6 - только легкие изотопы, такие как кремний. Однако, экстраполируя полученные результаты, ожидается, что коэффициент обогащения в каждой единице будет составлять 1,10 (ср. 1,03 в Геликоне) при примерно 500 кВт-час / SWU, и его разработка рассчитана на коэффициент обогащения 1,15 и менее 500 кВт-ч / SWU. Прогнозы дают затраты на обогащение менее 100 долл. США / ЕРР, при этом это распределение равномерно распределяется между капиталом, эксплуатацией и потреблением энергии.
Один химический процесс был продемонстрирован на стадии пилотной установки, но не использовался. Во французском процессе Chemex использовалась очень небольшая разница в склонности двух изотопов к изменению валентности при окислении / восстановлении, используя водную (III валентность) и органическую (IV) фазы. Обогащение переработанного уранаВ некоторых странах использованное топливо перерабатывается для извлечения его урана и плутония и для сокращения конечного объема высокоактивных отходов.
Плутоний обычно быстро перерабатывается в смешанное оксидное (МОХ) топливо, смешивая его с обедненным ураном.В тех случаях, когда уран, извлеченный в результате переработки отработанного ядерного топлива (RepU), подлежит повторному использованию, его необходимо преобразовать и повторно обогатить. Это осложняется наличием примесей и, в частности, двух новых изотопов: U-232 и U-236, которые образуются в результате захвата нейтронов в реакторе или после него и увеличиваются с повышением уровня выгорания. U-232 в значительной степени является продуктом распада Pu-236 и увеличивается со временем хранения отработавшего топлива, достигнув максимума примерно через десять лет. Оба распадаются гораздо быстрее, чем U-235 и U-238, и один из дочерних продуктов U-232 испускает очень сильное гамма-излучение, что означает, что экранирование необходимо в любом материале.
U-236 является поглотителем нейтронов, который препятствует цепной реакции и означает, что для компенсации требуется более высокий уровень обогащения U-235 в продукте. Для голландского реактора Borssele, который обычно использует 4,4% обогащенного топлива, компенсированный обогащенный переработанный уран (c-ERU) обогащен на 4,6% для компенсации U-236.
Будучи более легкими, оба изотопа имеют тенденцию концентрироваться в обогащенном (а не обедненном) выпуске, поэтому переработанный уран, который обогащается в качестве топлива, должен быть отделен от обогащенного свежего урана. В частности, наличие U-236 означает, что большая часть переработанного урана может быть переработана только один раз - главное исключение - в Великобритании, когда топливо AGR, изготовленное из переработанного урана Magnox, подвергается переработке.
U-234 также присутствует в RepU, но как альфа-излучатель не создает дополнительных проблем. Следы некоторых продуктов деления, таких как Tc-99, также могут быть перенесены. Все эти соображения означают, что только RepU из низкообогащенного, сгоревшего топлива обычно рециркулируется непосредственно через обогатительную фабрику. Например, около 16 000 тонн RepU из реакторов Magnox.
Поскольку топливо Магнокса не было обогащено в первую очередь, это фактически известно как обедненный ураном магнокса (MDU). Он содержал около 0,4% U-235 и был преобразован в UF6, обогащенный до 0,7% на диффузионной установке Capenhurst компании BNFL, а затем до 2,6-3,4% на центрифужной установке Urenco. До середины 1990-х около 60% всего топлива AGR производилось из MDU, и оно составляло около 1650 тонн НОУ. Рециркуляция MDU была прекращена в 1996 году из-за экономических факторов.
Лазерный процесс теоретически был бы идеальным для обогащения RepU, поскольку он игнорировал бы все, кроме желаемого U-235, но это еще предстоит продемонстрировать с переработанной подачей.
Хвосты от обогащения переработанного урана остаются собственностью обогащателя. Некоторое количество переработанного урана было обогащено компанией Tenex в Северске для города Арева в соответствии с десятилетним контрактом 1991 года, охватывающим около 500 тонн UF 6 .
Сообщения французских СМИ в 2009 году, утверждающие, что отходы от французских атомных электростанций хранились в Северске, очевидно, указывают на это.
Обогащение хвостов обедненного урана
На ранних этапах обогащения часто оставались хвосты обедненного урана с содержанием 0,30% U-235, и десятки тысяч тонн этих месторождений находились в собственности компаний по обогащению. С прекращением военного обогащения, особенно в России, появилось много свободных мощностей. Следовательно, с середины 1990-х годов некоторые из хвостов с наибольшим количеством проб были отправлены в Россию Areva и Urenco для повторного обогащения Tenex.
Однако эти соглашения прекращатились в 2010 году, хотя Tenex может продолжать обогащать российские хвосты. В настоящее время Tenex владеет всеми хвостами вторичного обогащения, и, как говорят, они содержат только около 0,10% U-235.
После обогащения
Обогащенный UF 6 превращается в UO 2 и превращается в топливные таблетки - в конечном итоге из спеченной керамики, которые заключены в металлические трубки для формирования топливных стержней, как правило, длиной до четырех метров. Ряд топливных стержней составляют топливную сборку, которая готова для загрузки в ядерный реактор.
Экологические проблемы
За незначительным исключением переработанного урана, обогащение включает только природные, долгоживущие радиоактивные материалы; не происходит образования продуктов деления или облучения материалов, как в реакторе. Исходный материал, продукт и обедненный материал все находятся в форме UF 6 , хотя обедненный уран может храниться в течение длительного времени в качестве более стабильного U 3 O 8 .
Уран является лишь слабо радиоактивным, и его химическая токсичность - особенно как UF 6 - является более значительной, чем его радиологическая токсичность. Поэтому защитные меры, необходимые для обогатительной фабрики, аналогичны мерам, принимаемым другими химическими предприятиями, занимающимися производством фторсодержащих химикатов. Гексафторид урана образует очень коррозийный материал (HF - плавиковая кислота) при воздействии влаги, поэтому любая утечка нежелательна. Следовательно: почти во всех зонах центрифуги давление газа UF 6 поддерживается ниже атмосферного, и, таким образом, любая утечка может привести только к внутреннему потоку; двойное сдерживание обеспечивается для тех немногих областей, где требуется более высокое давление; сточные и газоотводящие газы собираются и соответствующим образом обрабатываются.
Примечания и ссылки
Общие источникиHeriot, ID (1988). Обогащение урана с помощью центрифуги, отчет EUR 11486, Комиссия Европейских сообществ, Брюссель.
Кехо, РБ (2002). Обогатительная тройка, история Уренко до 2000 года. Уренко, Марлоу, Великобритания.
Wilson, PD (ed) (1996). Ядерный топливный цикл - от руды до отходов. Издательство Оксфордского университета, Оксфорд, Великобритания.
МАГАТЭ 2007 г., Управление переработанным ураном - текущее состояние и перспективы на будущее , Tecdoc 1529.