Добрый день!
Так, опять "многа букав". Поговорим сегодня про сферическую стоимость ножей от разных производителей в вакууме. Сразу несколько слов для ниспровергателей, что я все не так написал. Да мне известны разные способы производства ножей. Да есть разные станки, печи и прочее оборудование. Повторюсь для зануд: два сферических предприятия по изготовлению ножей.
И так начинаем. Имеем два ножа сделанных по одному чертежу но двумя разными изготовителями. Ценник же на них разный. У производителя А условные 2500 единицы. Производитель же Б просит 5 000 условных единиц.
Как так вышло?- задаете вы вопрос продавцу.
Продавец оказался не просто продаваном, а даже консультантом и сказал что по разным технологиям выпускается поэтому тот что подороже качественней. Вы как человек любопытный решили прокатиться по этим предприятиям. Ну и вот итог того что там увидели.
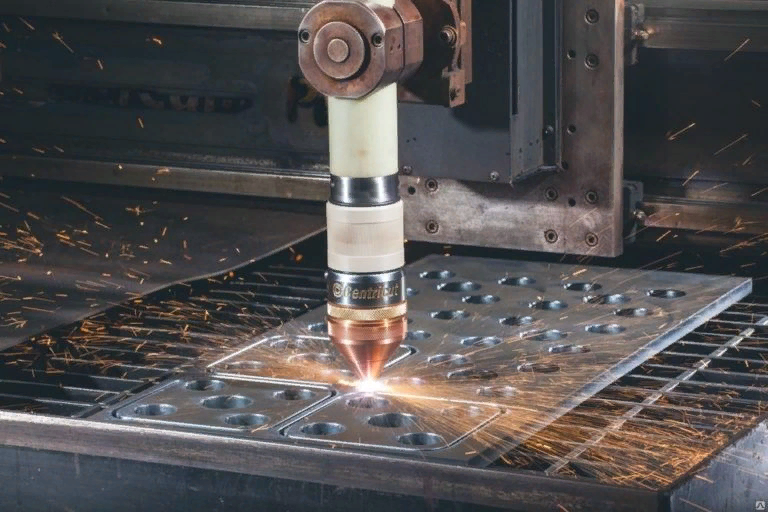
Причина первая: станки.
Оба производителя покупают листы металла марки "ЖО" на одном металлургическом заводике. И приступают к его обработке. перво наперво это раскрой листа на заготовки под ножи. Производитель А использует отличный плазморез для этого. Высокая скорость станка позволяет разрезать лист за день.
Второй производитель пользует электроэрозионный станок, от чего скорость раскроя поменьше. Но и качество реза занчительно выше. Пусть для простоты скажем что за два дня нарезали лист.
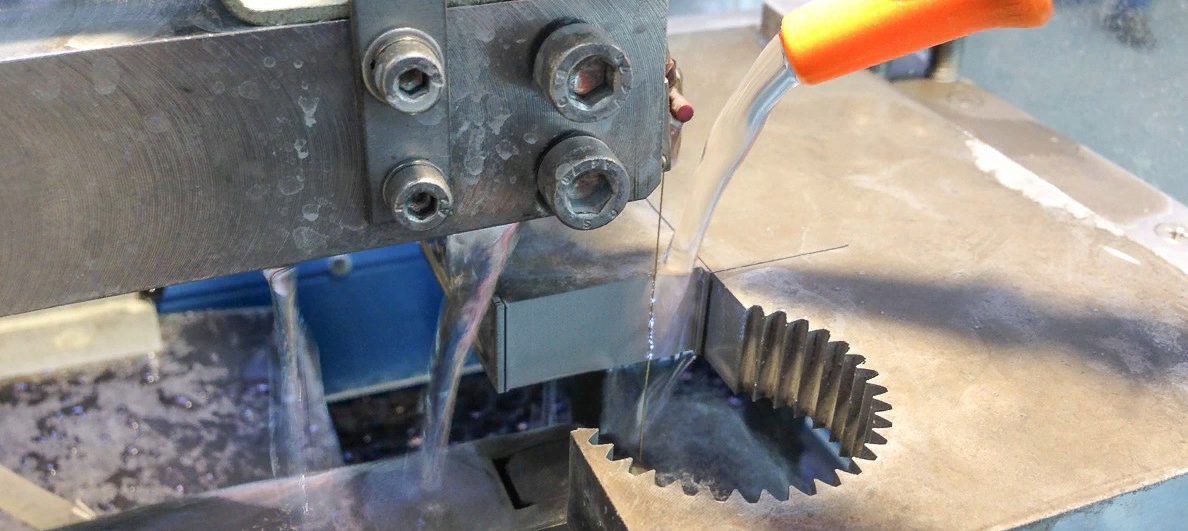
Тоненькая проволочка на фото это и есть резак электроэрозионный.
Причина вторая: слесарка.
Далее заготовки отправляются на обдирку огромным наждачным кругом и вроде бы тут то все одинаково. А нет, есть различия. Круг как и любой расходный материал изнашивается и время от времени его надо править. Специальным алмазным карандашом. И вот предприятие А начинает править сей круг когда на выходе начинает появляться откровенный брак.
Предприятие же Б начинает править круг раньше, чтобы на выходе вообще не было брака. Для непрерывной работы станка надо как минимум три круга: один работает, второй на правке и третий запасной. У предприятия Б так и есть.
Первый же производитель надеется на авось во время работы круг не сломается и у него всего два круга. Что хоть в дальней перспективе может служить большой задержкой, но конкретно в данный момент дает экономию.
Причина третья: термическая обработка.
Нож почти оформлен едем на закалку. И тут есть при всех прочих равных еще возможности для!) А какие сейчас узнаем.
У каждой печи есть норма загрузки И как всегда есть допуски. И этим пользуются наши производители. Производитель А загружает по верхней границе допуска. Что это дает? Увеличение количества ножей закаливаемых за один раз. Но температура она не сразу везде одна. И большее количество металла нагревается дольше. Пусть и в пределах регламента. Но большее время нагрева приводит к большему например выгоранию углерода из заготовок. Да и неравномерность прогрева заготовок будет выше. Сейчас для простоты вопроса не рассматриваем например закалку в специальных средах.
Производитель Б наоборот. Для лучшего прогревания металла загружает по минимальному печь. В итоге заготовки прогреваются для закалки более равномерно.
Ладно нагрели металл, а для закалки надо же его резко охладить. Для этого используется масло например. налитое в закалочную ванну.
И тут тоже есть варианты с допусками. Первый производитель использует минимально необходимую по объему ванну. Масло меняет когда начинает падать качество закалки. Ванну помимо прочего надо охлаждать. А это время и деньги. Поэтому время старается уменьшить по максимуму. В итоге не всегда температура охлаждающей жидкости бывает правильной. Зато скорость выше. Качество конечно от этого нестабильное. Скажем до обеда ножи закаливаются хорошо, а после обеда уже похуже. Хоть и в целом в пределах допусков. А само масло надо время от времени менять. Так как часть масла выгорает и накапливает в себе продукты распада от высоких температур.
Производитель Б так не поступает. Ножей за раз поменьше, ванна побольше. Контроль за температурным режимом. за качеством закалочного масла. Вовремя меняет и доливает масло. Зато качество ножей стабильно высокое.
Причина четвертая: ОТК
А есть еще проверка образцов. Для контроля качества. В лаборатории. Производитель Б регулярно один нож из партии отправляет на так сказать опыты. Первый же производитель забивает на это дело большой и толстый. Пока совсем уж брак не выйдет.
Далее очередная печь, уже для отпуска стали. И с ней подобная же свистопляска как и с закалкой. Повторно описывать не буду.
Причина пятая: точность обработки.
И вот финишная обработка и заточка ножей. Посмотрим что же у нас выходит? А выходит по итогу что производитель А спуски свел широко. сведение оказалось больше милиметра. Почему? Так быстрее и проще.
Заточили ножи грубо, под градусов 50, а может и больше. Условно режет. Второй же производитель свел спуски достаточно тонко, полмиллиметра. Заточку провел качественно. Нож уверенно бреет волосы. и угол сделал не 50 градусов, а скажем 35. Вот и выходит при одинаковом производственном цикле результаты кардинально отличаются.
А мы с вами не говорили например о термоциклировании, когда нож подвергается отпуску не один раз, а два или три раза. А в промежутках между отпусками можно еще подвергнуть клинок криообработке в жидком азоте. Что в итоге может дать разницу в цене на в два, а в три раза при равных исходных данных.
Вот такое оно сферическое ценообразование в ножевом производстве. Его смело можно переносить в принципе на любое производство. Когда при внешнем сходстве стоимость может разнится в разы. Ну и характеристики продукта тоже. Вот и сказочке конец кто прочитал тот молодец!
Если вам статья понравилась: делитесь ею в соцсетях!
Ну и как завершающий штрих для разоблачителей и хейтеров)))
Все статьи я пишу после долгого нарко и алкотрипа .
Цель статей: реклама ножей моего производства. Так что проходим по синей ссылке : Мастерская "Муравей"