/Электроды для сварки от Ligans/
Всем доброго дня. Многим сварщикам известно, что сваривать потолочный шов не простая задача. В особенности, если необходимо сваривать потолочный шов с обратным формированием шва. В этой статье я постараюсь подробно описать процесс сварки.
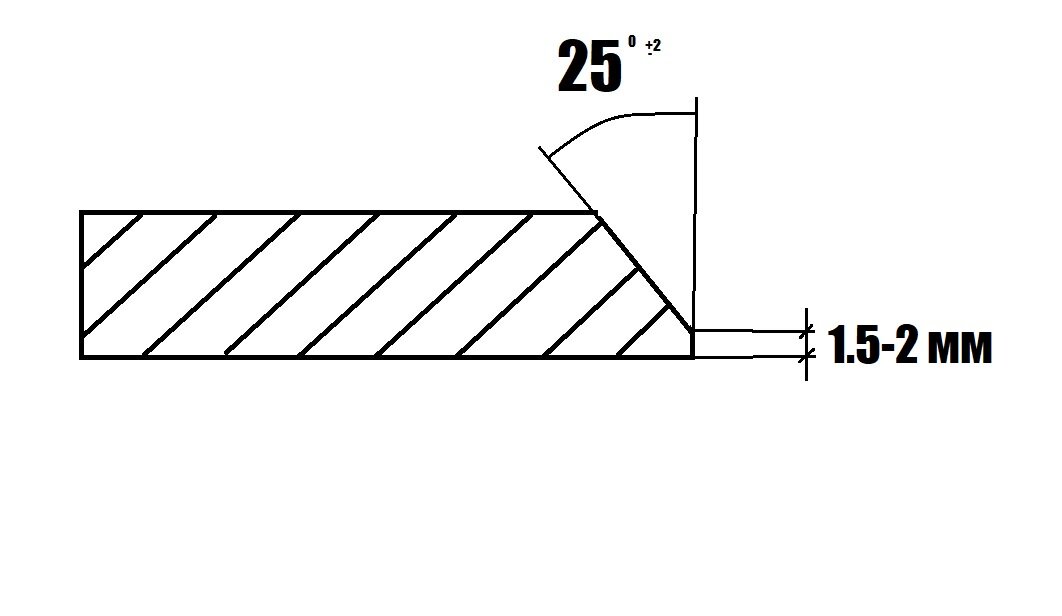
Сначала необходимо подготовить детали к сварке. Существует ГОСТ 5264-80 в котором указаны все необходимые конструктивные размеры. Узел сварки с односторонним скосом кромок С 17. Угол скоса кромок 25 градусов, притупление кромок 1.5-2 мм, зазор между деталями в среднем 2.5 мм.
Процесс сборки описывать подробно нет большой необходимости. Если читатель дочитал до этого момента, то вероятно он знаком с процессом сборки данных деталей. Подробнее остановимся на самом процессе сварки. Для того, чтобы формировался обратный валик, необходимо сваривать на низком сварочном токе. Для сварки можно использовать электроды диаметром от 2.5 мм до 3 мм. Лично я свариваю электродами Ligans марки УОНИ 13/55 диаметром 3 мм. Сварочный ток настраивается на отдельной тренировочной детали. Я остановился на отметке 70 А.
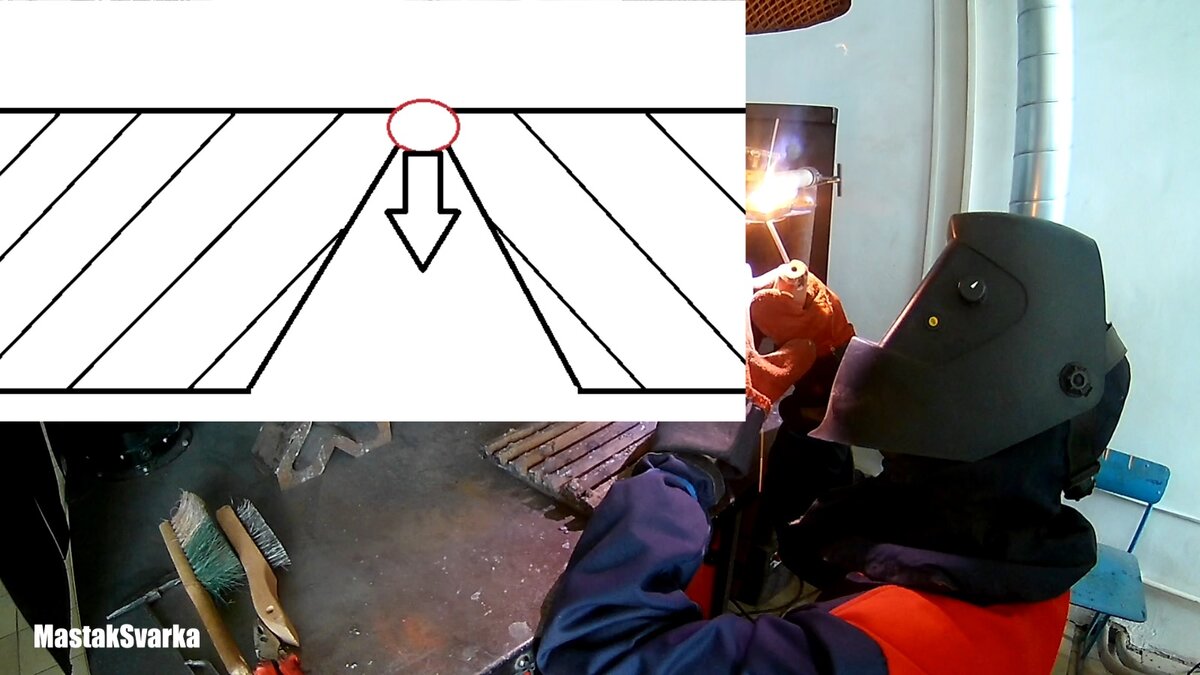
Представим, что расплавленный металл это такая же жидкость, которая стремиться вниз. Чем выше сварочный ток, чем больше сварочная ванна, тем сильнее сила тяжести тянет расплавленный металл вниз. В результате с противоположной стороны формируется "утяжка". Обратный валик не формируется, т.к. сила тяжести тянет всю расплавленную массу вниз.
Кроме низкого сварочного тока существует еще одно правило сварки потолочного шва. Обязательно сваривать на короткой дуге. Короткая дуга это минимальное расстояние между электродом и деталью. За счет давления короткой дугой формируется обратный валик.
Можно подвести небольшой итог. Для качественного формирования сварного шва требуется:
1. правильная сборка;
2. низкий сварочный ток;
3. короткая дуга.
В теории все просто, но на практике требуется огромное количество часов на то, чтобы получался обратный валик правильной формы. Увидеть результат сварки корня шва в потолочном положении можно в видеоролике;