К 500 году н.э в Китае уже существовал технологически современный способ стопочного литья: одновременной заливкой металла многоярусных форм получалось большое колличество одинаковых изделий
Одной из наиболее распространенных технологий древности, восходящей по крайней мере к династии Ся (с XXI по XVI в. до н.э.), является бронзовое литье в Китае. Менее известно за пределами Китая первого тысячелетия до нашей эры - массового производство железных отливок. Китайские литейщики отливали монеты, пряжки для конских сбруй, детали упряжи, повозок и другие мелкие изделия способом стопочного литья, что позволяло производить их в больших количествах. Суть метода состояла в том, что формы ставились одна на другую стопкой и заливались расплавленным металлом через общий стояк. Одновременно можно было заливать десятки форм, экономя при этом и металла и топлива. Метод стопочного литья, возникший в Китае между 800 и 500 г. до н.э., применяется и по сей день.
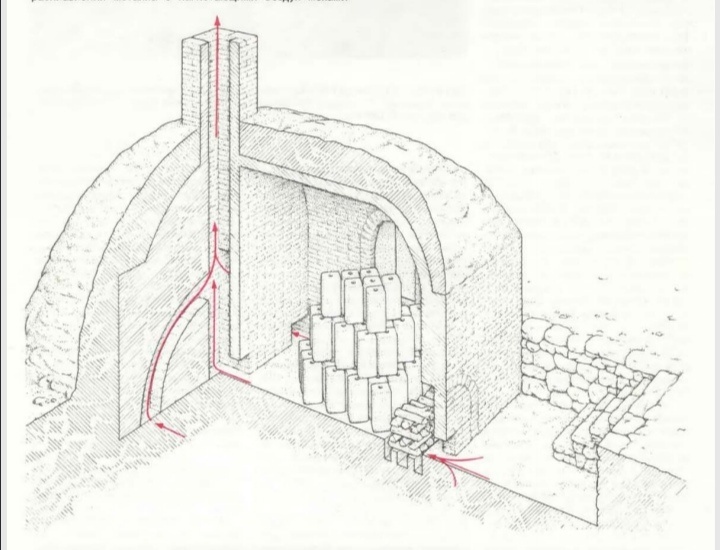
Остатки литейных производств, использовавших указанную технологию, были обнаружены в провинциях: Хэнань, Шаньдун, Шэньси и Цзянсу вовремя археологических раскопок. Пожалуй, самой значительной находкой, явилась обжиговая печь, которую обнаружили западнее г. Вэньсяня сотрудники Хэндньского провинциального музея Ли Цзинхуа и Тан Вэнсин.
Печь была основной частью крупного литейного производства периода Восточной Ханьской династии (с 24 по 220 г. н.э.). В печи нашли несколько сотен не пострадавших от времени комплектов форм, конструкция которых позволяла за один цикл получать более 80 отливок. Многие формы так хорошо сохранились, что исследователям удалось отлить в них металлические излелия точно так же, как это делалось почти 2000 лет назад.
Прежде чем рассказать о результатах работы археологов в районе Вэньсяня, уместно познакомить вас с основными этапами технологии литья металла: изготовлением форм, плавкой металла, заливкой его в формы и затвердеванием. Наиболее трудоемкая операция - изготовление форм.
Как в древности, так и в сравнительно недавние времена идеальным материалом для литейных форм была глина. Она в избытке есть повсюду, ее надо лишь растереть, просеять и промыть.
Когда сухая глина смешивается с водой, то мельчайшие пластинчатые частицы покрываются пленкой, позволяющей им скользить относительно друг друга при малейшем нажиме. В то же время из-за поверхностного натяжения пленки воды и частицы глины трудно отделить друг от друга. В зависимости от пропорции воды и глины можно получить смесь любой консистенции - от жидкой до густой массы.
Высыхая, глина приобретает относительную прочность, которую можно существенно повысить путем обжига в печи. Подобно большинству народов мира, китайцы хорошо знали эти свойства глины благодаря развитию гончарного дела за десятки веков до возникновения металлургии.
Для производства литейных форм использовалась как жидкая масса, таки густая пластичная глина. Форму нужной конфигурации можно получить, вдавливая в кусок густой глины деревянную или металлическую модель, либо обмазывая ёе жидкой глиной и слой за слоем просушивая. В этом случае модель извлекается из точно повторяющей ёе конфигурацию затвердевшей оболочки. Полученные формы использовались многократно.
Для удаления из глины остатков влаги, уменьшения возможности образования паровых пузырьков, вызывающих дефекты на поверхности отливок, применялись повышения прочности литейных форм их просушивали и подвергали обжигу. Обжиг необходим еще и потому, что расплавленный металл, залитый в вынутые из печи горячие формы - как это делалось в вэньсяньской литейной, - затвердевает медленно, заполняя все полости формы.
Замедленное остывание расплава было чрезвычайно важно, так как многоярусные формы вэньсяньской литейной имели очень узкие литниковые каналы, соединяющиеся со стояком, а преждевременное затвердевание металла в этих каналах могло привести к дефектам в отливках. Вместе с тем увеличение диаметра каналов не упростило бы само производство. В то время китайцы применяли не обычный серый чугун, известный на Запале, а белый, твердость которого значительно выше, и, чем шире были бы каналы, тем больше литники, которые необходимо срезать с отливок, приложив в этом случае больше усилий для обработки изделий, что в свою очередь снизило бы производительность труда.
Бронза - первый сплав, литье которого осушествлялось в Китае в больших масштабах, в основном состоит из меди. Но поскольку залежи медных руд значительно уступают залежам железных, неудивительно, что постепенно в Китае, как и во всем мире, основным "рабочим" металлом становится железо. В Европе и в Азии, вплоть до Индии, первые железные изделня производились с помощью плавки и последующей ковки. В результате плавки получали пористую, наполненную шлаками заготовку, из которой во время ковки «выбивали» большую часть вязкого шлака. Затем железо нагревалось в корне и обрабатывалось молотом на наковальне, превращаясь в орудия труда, оружие, украшения.
Иным было производство железа Китае. В отличие от европейцев и народов Западной Азии китайцы, используя больше топлива и нагнетая больше воздуха и плавильные печи, создавали условия для полного расплавления железной руды и получали металл, богатый углеродом и свободный от шлака.
Углерод - важный компонент, так как с повышением его содержания в сплаве снижается точка плавления металла. Так, чистое железо начинает плавиться только при температуре 1535 °C, и вплоть до XIX в. не удавалось получить такую температуру плавления. Если же сплав на основе железа содержит 4,3% углерода, то он полностью переходит в жидкое состояние при температуре 1130 °С, что лишь примерно на 80 °С выше температуры плавления бронзы. Обнаружив это свойство, китайские литейщики, в совершенстве владевшие искусством бронзового литья, применили уже существуюшую технологию к обогащенному углеродом металлу, используя при этом сырье, имевшееся в изобилии.
К середине первого тысячелетия до нашей эры производство отливок из железоуглеродистых сплавов получило широкое распространение в Китае. Из них делали орудия труда - топоры, молотки, лопаты, мотыги, лемехи, лугон; украшения - пряжки, кольца; редметы домашнего обихода - горшки, жаровни; детали упряжи, повозок, оружие.
Примерно с 300 г. до н.э. до 1100 г. н.э. - период значительного технического прогресса. Скорее всего это был и период роста народонаселения. Связующим фактором этих проможет служить железный плуг.
Человеку стало под силу не только рабатывать освоенные участки земли, но и распахивать целину. Именно плугом с железным лемехом поднимались в XIX в., к примеру, девственные прерин в Северной Америке. В Китае, как и в других странах, сначала плуг был деревянным. Поэтому нетрудно представить себе, что появление железного плуга к концу первого тысячелетия до нашей эры произвело революцию расширении площади пахотных земель, увеличении произволства продуктов питания, что в свою очередь способствовало резкому росту населения страны. С развитием сельского хозяйства и ремесел стала возрастать потребность в транспортных средствах, в металлических изделиях для повозок и экипажей. В это время и появилась литейная в районе Вэньсяня.
В обжиговой печи этой литейной получали в основном металлические отливки для транспортных средств на конной тяге. С помощью 500 наборов форм, найденных археологами, можно было изготовить 16 видов различных изделий 36 размеров. Среди них мундштуки для удил, кольца и пряжки для сбруй, а также арматура для повозок: подшипники и осевые втулки. Кроме того, здесь были формы для литья гирек к безменам - простейшим рычажным весам, которые и по сей день можно встретить на рынках. Полная идентичность контуров каждого набора литейных форм приводит к мысли об изготовлении их с помощью стандартных моделей, сделанных из металла. Преимущество таких моделей заключалось в том, что любые две изготовленные с их помощью полуформы образовывали при составлении полную форму. Это особенно удобно при производстве мелких деталей, например пряжек, Так, использованне стопки шестиместных форм из 14 ярусов позволяло одновременно получать по 84 отливки пряжек. При наличин же множества формовочных моделей одновременно в процессе изготовления литейных форм могло принимать участие большое число рабочих, что существенно увеличивало производство продукции.
Анализ растительных остатков в вэньсяньской литейной показывает, что до нанесения слоя глиняной пасты на металлические модели последние обсыпались измельченными отрубями, которые способствовали отделению полученной глиняной формы от модели. Затем формы высушивались в течение примерно недели в подвале или другом затененном месте. При накоплении достаточного для загрузки в печь количества высушенных на воздухе форм их собирали вертикальной стопкой, следя за тем, чтобы отверстие стояка каждой последующей формы находилось строго над становкой обжигаемых форм. Судя по цвету обожженной глины, температура в печи превышала 700 °C.
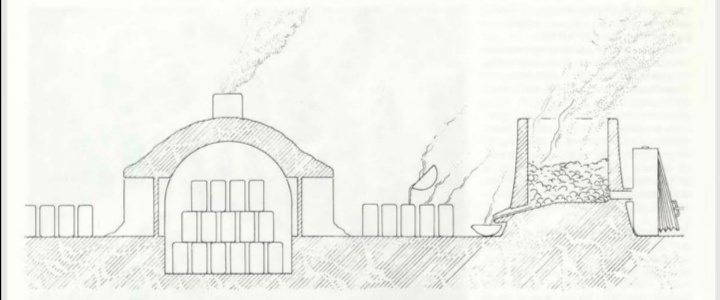
Во времена Ханьской династии и в течение многих последующих веков топливом в литейном производстве служила древесина: щепа и поленья для обжиговых печей и древесный уголь для плавильных. Использование древесины в конечном счете привело к поредению лесных массивов на территории страны (равно как и в Европе). И к концу первого тысячелетия нашей эры в Китае началась разработка месторождений каменного угля, ставшего основным промышленным топливом.
Учитывая, что литейщики Ханьского периода заливали расплан в горячие формы, чтобы он успел заполнить все полости, можно предположить, что в Вэньсяне рядом с обжиговой печью находилась плавильная, и тигли с жидким металлом стояли наготове в ожидании момента, когда формы будут вынуты из печи. Исследователи доказали, что, хотя эта процедура и означала экономию топлива, возможен был и повторный разогрев уже остывших многоярусных форм, некоторое время спустя после их первого разогрева. И исследователи нагрели стопки форм через 2000 лет! При этом им удалось получить много ценных сведений методах, которыми, возможно, пользовались литейщики эпохи Хань.
Для этого исследователям пришлось воспроизвести весь процесс стопочного литья. Формы были очищены, собраны ярусами, обмазаны глиняной смесью и просушены. Во время первого эксперимента формы выдерживались при температуре 300 °С в течение примерно пяти часов, а затем были залиты расплавленным металлом. После охлаждения стало ясно, что отливки получились низкого качества: они имели большие пустоты и чрезмерную усалку. Очевидно, формы были недостаточно разогреты. Во время второго эксперимента температуру довели до 600 °С и выдержали формы в течение более часов. Затем прямо в печи формы охладили до 300 °С и залили металлом. Все отливки, за исключением одной, получились высокого качества.
Стопочное литье как технология массового производства изделий возникло в Китае уже к середине первого тысячелетия до нашей эры. Сложные литейные формы, найденные во время раскопок в районе Вэньсяня, являют собой вершину более чем пятивекового опыта в развитии металлургии железа.
Количество форм, устанавливаемых стопкой, находилось в строгой зависимости от конструкции отливаемых деталей и площади основания самих форм. Тщательно выверяя оптимальную высоту каждой формы, вэньсяньские литейшики могли, например, за одну заливку 6-ярусной стопки из четырехместных форм получить сразу 24 отливки запорных клиньев, Конечн, для изготовления таких предметов, как пряжки, высота которых намного меньше их длины и ширины, в стопку можно было складывать гораздо больше форм. Одна такая форма, найденная во время раскопок, имела шесть полостей для производства пряжек, причем их высота равнялась лишь десятой части длины. Так что стопка, составленная из 20 таких форм, позволяла получить 120 пряжек за одну заливку.
Среди вэньсяньских находок была одна форма весьма сложной конфигурации, которая предназначалась, очевидно, для изготовления металлической модели, с помощью которой делали глиняные формы для отливки пряжек. Изготовление таких моделей было делом трудоемким, тем не менее оправданным - по оценке ученых одна такая модель могла быть использована для производства примерно 10000 глиняных форм.
В этот же период в других районах Китая для производства отливок применялись металлические формы (кокили). Правда, их использование ограничивалось литьем изделий несложной конфигурации: лемехов для плугов, топоров, мотыг и т.п. Соединяя полуформы кокилей, получали готовую литейную полость для заливки расплавленного металла. Подобные формы «постоянного пользования» отличались прочностью, имели толстые стенки, а их теплопроводность была значительно выше, чем у глиняных форм.
Сборка кокиля, заливка расплавленным металлом, его затвердевание и извлечение горячей отливки занимали считанные минуты и кокиль вновь был готов для следующей заливки. По сравнению с методом стопочного литья использование кокилей увеличивало производительность труда, не уменьшало себестоимость продукции, но сводилось лишь к изготовлению несложных отливок. И хотя подобные формы не были обнаружены в районе Вэньсяня, сам факт, что около двухтысячелетий назад в Китае применялись как металлические, так и глиняные формы, говорит о том, что любой метод, дающий увеличение выпуска продукции, внедрялся в литейное производство.