Тепловую энергию для сварки продуцирует электронный луч, образованный термоэлектронной эмиссией с катода. Процесс происходит в высоком вакууме в специальных камерах. Современные технологии позволяют осуществлять процесс и в атмосфере, но тогда луч покинет вакуум непосредственно перед соединяемыми деталями.
Открытие этого способа сварки пришлось на вторую половину 20го века. К тому времени уже было открыто и успешно применялось несколько видов сварки металлов. Однако, электронно-лучевая имеет ряд особенностей и преимуществ, поэтому данное направление развивается и сейчас.
Обозначения — ЭЛС (EBW).
Область применения достаточно широка:
- тугоплавкие металлы,
- химически активные металлы,
- изделия, для которых термообработка нежелательна,
- изделия, для которых степень их деформации должна быть сведена к 0,
- толстолистовые конструкции.
Электронно-лучевая сварка эффективна для создания горизонтальных, вертикальных швов, а также швов на подъем.
Описание процесса
Для того, чтобы осуществить процесс сварки, исходные поверхности нужно должным образом подготовить. Необходимо провести механическую (а затем, возможно, и химическую) очистку стыкуемых поверхностей от оксидных пленок, ржавчины, загрязнений, средств консервации и пр. После проведенных манипуляций поверхность сканируется с помощью маломощного электронного пучка.
Непосредственно сам процесс протекает в вакуумной камере, образованной путем откачивания из нее воздуха. В такой камере создается давление порядка одной миллионной доли миллиметра ртутного столба.
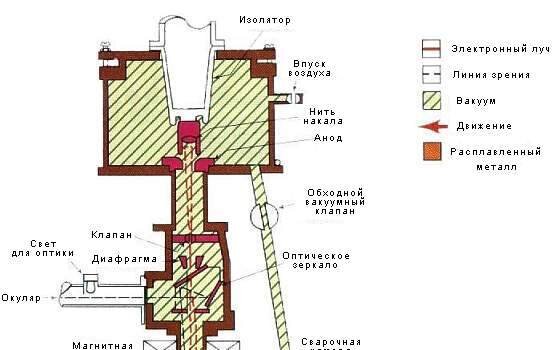
Пучок электронов формируется в устройстве, называемом электронно-лучевой пушкой.
Катод, нагреваемый спиралью (электрической), начинает испускать электроны. Электроны фокусируются на прикатодной электроде. Таким образом, не происходит их разлетание по разным направлениям.
На расстоянии 3-10 мм от катода помещен ускоряющий электрод (анод). К аноду приложен положительный потенциал. Происходит отталкивание электронов, а, следовательно расширение луча. Сжатие луча осуществляет фокусирующая система. Затем окончательное наведение в зону сварки для пучка осуществляет магнитная отклоняющая система.
Электроны передают кинетическую энергию металлу, тем самым, расплавляя его.При малой массе эти частицы обладают скоростью порядка 150 000 км в час.
Вакуум играет важную роль во всем процессе сварки:
- способствует избавлению сварочной ванны от газов,
- предотвращает между анодом и катодом образование дугового разряда,
- защищает расплавленный металл от вредного воздействия газов воздуха,
- снижает потери энергии электронов (нет соударений с молекулами воздуха).
Несмотря на то, что способ сварки дает отличное качество шва, постоянно ведутся разработки технологических приемов, с помощью которых результат можно сделать еще лучше.

- Полное проплавление стыка.
- Сварка «расщепленным» пучком.
- Сварка с постоянным поперечным смещением пучка.
- Сварка на дисперсной подкладке.
- Электронно-лучевая сварка с присадкой.
- Модуляция тока электронного пучка.
- Сварка наклонным электронным пучком.
- Развертка электронного пучка.
Преимущества
- разогретый (расплавленный) металл не только не насыщен газами, но и наоборот избавляется от них (высокое качество шва),
- количество вводимой теплоты в разы меньше по сравнению с другими видами сварки (уменьшение деформации металла),
- большая глубина входа тепловой энергии в изделие (соотношение глубины шва к его ширине около 20 к 1).
Недостатки
- создание вакуума требует временных затрат,
- в корне шва возможны несплавления и полости (для металлов с большой теплопроводностью).